价格:
0.00/台
起订:1台
供应:10台
发货:30天内
信息标签:板式给料机主轴装置设计和制造要求说明,供应,机械及行业设备,化工设备
点击这里进行电话呼叫
联系时一定要说在【贸易商务资源网】看到的将给您优惠!如果您也想和该公司一样在网站发信息有好排名,点击立即免费注册,发布产品推广。
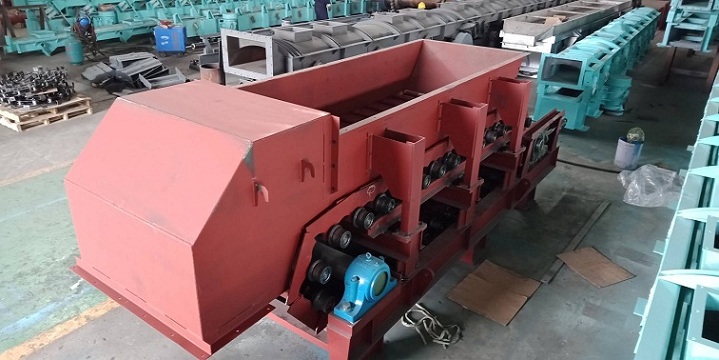
板式给料机主轴装置设计和制造要求说明
1.板式给料机主轴驱动装置定义:安装在板式给料机出料端机架上的驱动轴,被称为主轴驱动装置。
2.主轴驱动装置的作用
为板式给料机输送物料提供工作动力。工作时电机功率传输到减速机上经过变速后传到与之相配套的传动轴上,传动轴带动与之相配套的链轮,链轮带动链条运动,再有链条带动槽板和槽板上的物料运动,完成输送目的。
3.主轴驱动装置结构组成:
主轴驱动装置由1根主轴,2个轴承座,2个驱动链轮等组成。
一:板式给料机主轴装置设计
1.主轴材质设计:采用40CrMo2或40Cr锻钢调质处理。
2.驱动链轮设计:采用合金铸钢(ZG42SiMn2或ZG40Cr),正火后工作表面淬火处理,硬度为 HRC48-56,使用寿命保十年以上.
3.轴承座和轴承设计:轴承座材质设计为铸钢材质,轴承采用了自动调心滚子轴承与迷宫式密封结构,密封件无磨损无须更换.
二:板式给料机主轴装置制造要求说明
驱动轮制造要求有四点:
1、齿形正确
2、节距准确
3、两头轮同步性好
4、耐磨。
其中1.2.3项要求通过加工手段来保证,第4项则通过选材和热处理来实现。头轮整体铸造。使维修、更换更加方便,选用一般的铸钢ZG340-640即可满足要求,通过采用中频淬火的方法达到淬硬淬深的图纸及实际使用的要求。一般要求达到HRC50-55.
链轮的加工关键是齿圈,其基本工艺路线为:整体加工→切割分片→淬火成形。齿圈毛坯经检验合格后,经过车加工,调质处理后在大型插床上用专用工装加工齿形,保证齿形分度准确。为保证齿形的光滑,设有一道修磨工序。为保证两个链轮的同步,在加工齿圈毂轮联接孔时,采用了专用工装,并且是两个齿圈一起加工,齿圈经整体加工完毕后,切割分片(分成五片),然后齿面淬火HRC50-55,淬深层为2.5-3mm。
主轴制造要求:
1)主轴抗扭疲劳极限:167N/mm2
2)处理方式:调质
3)硬度:HB220-250
三:板式给料机主轴驱动装置的使用注意事项
1.定期检查主轴上链轮的磨损是否正常。
2.安装主轴的锁紧盘时,需要同步加劲,防止出现打滑情况。
电话:13182470770