发货:3天内
信息标签:最先进的:陶瓷材料研究现状及发展趋势,供应,商务服务,商展、会议
点击这里进行电话呼叫
点击这里QQ咨询
联系时一定要说在【贸易商务资源网】看到的将给您优惠!如果您也想和该公司一样在网站发信息有好排名,点击立即免费注册,发布产品推广。

由于**陶瓷特定的精细结构和其高强、高硬、耐磨、耐腐蚀、耐高温、导电、绝缘、磁性、透光、半导体以及压电、铁电、声光、超导、生物相容等一系列优良性能,被广泛应用于国防、化工、冶金、电子、机械、航空、航天、生物医学等国民经济的各个领域。**陶瓷的发展是国民经济新的增长点,其研究、应用、开发状况是体现一个国家国民经济综合实力的重要标志之一。
**陶瓷是“采用高度精选或合成的原料,具有**控制的化学组成,按照便于控制的制造技术加工、便于进行结构设计,并且有优异特性的陶瓷”。按其特性和用途,可分为2大类:结构陶瓷和功能陶瓷。


由于**陶瓷各种功能的不断发现,在微电子工业、通讯产业、自动化控制和未来智能化技术等方面作为支撑材料的地位将日益明显,其市场容量将不断提升。
1、国内外研究现状及发展趋势、国外研究发展情况
目前,全球范围内**陶瓷技术**进步、应用领域拓宽及市场稳定增长的发展趋势明显。
美国和日本在**陶瓷的研制与应用领域居于**地位。美国国家航空和宇航局(NASA)则在结构陶瓷的开发和加工技术方面正实施大规模的研究与发展计划,重点对航空发动机、民用热机中的关键闭环实现陶瓷替代,同时对纳米陶瓷涂层、生物医学陶瓷和光电陶瓷的研究、产业化进行资助。美国的“脆性材料设计”等10大计划;美国联邦计划“**材料与材料设备”中每年用于材料研究与工程费高达20亿~25亿美元,以提高其国际上的竞争力。
日本**陶瓷以其**的制造设备,优良的产品稳定性逐步成为国际市场的引导者,特别是功能陶瓷领域包括热敏、压敏、磁敏、气敏、光敏等逐步垄断国际市场。日本通产省精细陶瓷研究与开发的“月光计划”;
300kW陶瓷燃气轮机研制计划。此外,欧盟各国,特别是德国、法国在结构陶瓷领域进行了重点研究,主要集中在发电装备、新能源材料和发动机中的陶瓷器件等领域。欧盟包括德、法、英等国家也采取了一些发展新材料的相应措施,如“尤里卡计划”等。
美国陶瓷工业部门的统计数字显示,美国、日本、欧盟的**陶瓷市场年平均增长率为12%,其中欧盟**陶瓷市场总值年平均增长率达15%~18%;美国**陶瓷市场总值年平均增长率9.9%;日本精细陶瓷协会对日本**陶瓷市场进行了预测,其年平均增长率为7.2%。目前**陶瓷**市场在日本和美国,其次是欧盟。
国内研究发展情况
20世纪80年代到90年代初,许多现代陶瓷理论和工艺在精细陶瓷的制备中得到应用。利用和金属材料的相变理论、仿生学等学科的交叉使得材料的性能得到了大幅的提高,研制的纤维补强复相陶瓷,陶瓷基复合材料的韧性得到较大提高,通过仿生学在精细陶瓷制备工艺中得到应用,层状材料得到较大发展。
聚合物裂解转化、化学气相沉(渗)积、溶胶工艺的采用,使得特种纤维的制造、连续纤维复合材料制备技术**发展。纳米技术在陶瓷中的应用使材料性能发生根本性变化,使某些陶瓷具有超塑性或使陶瓷的烧结温度大大降低。
进入21世纪,功能陶瓷的研究也得到了国家和各科研院所的高度重视。从1995—2015年我国**陶瓷产值及预测可以看出,我国**陶瓷产业进入了**发展期,预计到2015年产值可达到450亿元。精密小尺寸产品、大尺寸陶瓷器件的成型、烧结技术、低成本规模化制备技术,陶瓷加工系统等领域不断打破国外垄断和技术封锁。
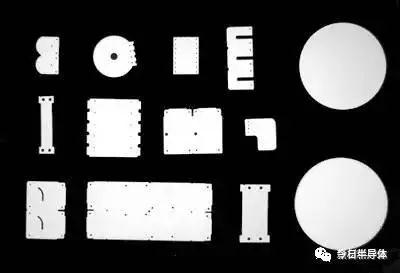
例如凝胶注模工艺生产的大尺寸熔融石英陶瓷方坩埚打破了美国赛瑞丹、日本东芝和法国维苏威3大公司的技术垄断,在2007年率先实现国产化,通过近5年的不断发展,已经形成110~1100mm系列产品,产能居于全球第1位。
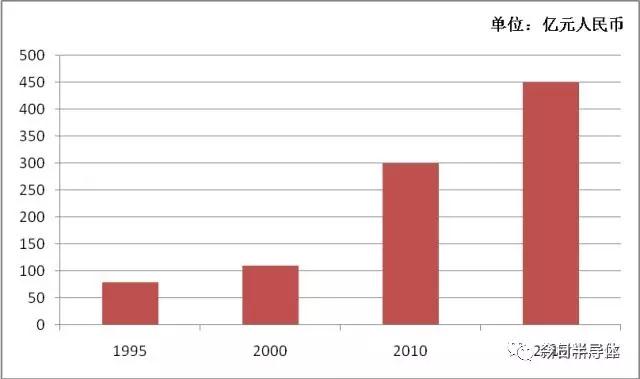
资料来源:中国国工程院、中国科学院《我国建筑材料发展现状及迈入新世纪的咨询报告》1995—2015年我国**陶瓷产值及预测

太阳能熔融石英方坩埚(110~1100mm)
但是,国内**陶瓷总体水平与美国、日本和德国相比还存在一定的差距。主要表现在3个方面:
技术及新产品工程转化极度匮乏
**上开发了200多种陶瓷材料及2000多种应用产品。虽然我国同样能制备出性能良好的陶瓷材料,但绝大部分仍停留在实验室样品上,有的产品由于成本高及可靠性等问题,市场还不能接受,所以产品的销售额与发达国家相比相差甚远。
高端粉体制备及分散技术远远落后
我国对陶瓷粉料的制备仍未引起足够的重视,多种陶瓷粉料尚无专业化生产企业,许多企业不得不“自产自销”。例如:高纯氧化铝粉,日本企业99.99%氧化铝粉烧结温度只需1300℃,而国内需要到1600℃以上;高纯氮化硅粉仍受到日本UBE和德国H.C.Stark的限制,国内企业在粉料质量上仍存在较大的波动。同时,粉体的高效分散技术也存在较大差距。
制造装备加工技术落后
虽然我国引进了国外**的工艺装备,像气压烧结炉、热等静压、注射成型机、流延机等来提高我国的技术装备水平,但因投资大,在经济上给企业造成了很大压力,从而限制了**陶瓷的发展。而国内仿制设备因加工水平差距,可靠性和稳定性暂时无法与国外产品相比。
我国在“十二五”科技发展规划中明确指出大力发展新型功能与智能材料、**结构与复合材料、纳米材料、新型电子功能材料、高温合金材料等关键基础材料。实施高性能纤维及复合材料、**稀土材料等科技产业化工程。掌握新材料的设计、制备加工、高效利用、安全服役、低成本循环再利用等关键技术,提高关键材料的供给能力,抢占新材料应用技术和高端制造制高点。
同时,对**陶瓷主要应用领域新能源、电子信息、环境保护、高端机械制造等同样提出了规划要求,将进一步推动我国**陶瓷向规模化、应用化、高端化发展。
2、**陶瓷制备技术发展情况、陶瓷粉体的制备方法
粉体的特性对**陶瓷后续成型和烧结有着显著的影响,特别是显著影响陶瓷的显微结构和机械性能。通常情况下,活性高、纯度高、粒径小的粉体有利于制备结构均匀、性能优良的陶瓷材料。
陶瓷粉体的制备主要包含固相反应法、液相反应法和气相反应法3大类。其中固相反应法特点是成本较低、便于批量化生产,但杂质较多,主要包括碳热还原法〔碳化硅(SiC)粉体、氧氮化铝(AlON)粉体)〕、高温固相合成法(镁铝尖晶石粉体、钛酸钡粉体等)、自蔓延合成法氮化硅〔(Si3N4)粉体等300余种〕和盐类分解法〔三氧化二铝(Al2O3)粉体〕等。其中近几年兴起的冲击波固体合成法可以大大降低反应温度,提高粉体活性。
液相反应法生产的粉料粒径小、活性高、化学组成便于控制,化学掺杂方便,能够合成复合粉体,主要包括化学沉淀法、溶胶——凝胶法、醇盐水解法、水热法、溶剂蒸发法。
气相反应法包括物理气相沉积和化学气相沉积2种。与液相反应法相比,气相反应制备的粉体纯度高、粉料分散性好、粒度均匀,但是投资较大、成本高。随着纳米技术的发展,近10年来,粉体表面积大、球形度高、粒径分布窄等特点,为高性能陶瓷提供了基础保障。
**陶瓷的成型技术
**陶瓷成型方法种类繁多,除了传统的干压成型、注浆成型之外,根据陶瓷粉体的特性和产品的制备要求,发展出多种成型方法。总的来说可以归纳为4类:干法压制成型、塑性成型、浆料成型和固体无模成型,其中每一类成形又可细分为不同成形方法。
干法压制成型:干压成型、冷等静压成型;
塑性成型:挤压成型、注射成型、热蜡铸成型、扎膜成型;
浆料成型:注浆成型、流延成型、凝胶注模成型和原位凝固成型;
固体无模成型:熔融沉积成型、三维打印成型、分层实体成型、立体光刻成型和激光选取烧结成型。根据**陶瓷的发展进程,重点介绍以下成型方法:
(1)冷等静压成型
等静压成型是**常见的瘠性料**陶瓷成型工艺,通过将粉体放入柔性模具或包套中,通过对其施加各项均匀的压力成型,是目前国内应用**为广泛、**为成熟的工艺,分为干袋式等静压和湿袋式等静压。其特点是成本低、模具简单,生坯强度高,但尺寸不**、复杂形状成型较困难,湿袋式自动化生产效率低。

(2)流延成型
1945年,美国麻省理工学院首先对流延成型进行了报道。其原理是粘度适合、分散性良好的料浆通过流延机浆料槽道口流到基带上,通过基带和刮刀的相对运动使料浆铺展,在表面张力作用下形成有光滑表面的坯体。坯体具有良好的韧性和强度,可以制备几个微米到1mm厚的陶瓷薄片材料,目前已经广泛应用到电容器瓷片、Al2O3基片和压电陶瓷膜片中,此外,可利用流延法制备Si3N4、SiC、氮化硼(BN)等叠层复合材料,从而制备出高韧性**陶瓷。
(3)注射成型
注射成型是将高分子聚合物注射成型方法与陶瓷制备工艺相结合发展起来的一种制备陶瓷零部件的新工艺。图5是国内引进瑞典首台套中压注塑成型设备。
近几年在国内发展势头迅猛,在小尺寸、高精度、复杂形状陶瓷的大批量生产方面**优势。发动机转子叶片、滑动轴承、陶瓷轴承球、光线连接器用陶瓷插芯、陶瓷牙、陶瓷手表等近几年均实现批量化生产。注射成型方法将是小尺寸陶瓷部件特别是复杂形状陶瓷部件**发展前景的成型方法。

(4)凝胶注模成型
凝胶注模成型,即注凝成型是借助料浆中有机单体聚合交联将陶瓷料浆固化成型,可制备出大尺寸薄壁陶瓷或形状复杂的产品。其特点是近净尺寸成型、有机物含量少,坯体强度高可进行机械加工,适合大规模批量化生产。
目前国内注凝成型应用**成熟的产品为大尺寸熔融石英坩埚、薄片Al2O3基片、二氧化锆(ZrO2)陶瓷微珠等产品。我国的熔融石英坩埚尺寸达1200×1200×540(mm),是全球**采用注凝工艺生产石英坩埚的国家,其使用性能达到国际**水平。

(5)固体无模成型
陶瓷无模成型是直接利用CAD设计结果,通过计算形成可执行的像素单元文件,然后通过类似计算机打印输出设备将要成型的陶瓷粉体**形成实际像素单元(尺寸可小至微米级),一个一个单元叠加的结果即可直接成型所需要的三维立体构件。
美国Rutgers大学和Argonne实验室利用熔融沉积成型技术制备了Al2O3喷嘴座,烧结密度98%,强度824±110MPa;麻省理工学院利用3D打印成型技术研制的四方氧化锆陶瓷强度670MPa,断裂韧性4MPa·m1/2,并制造出热气体陶瓷过滤器;英国布鲁诺大学利用10%体积含量的ZrO2墨水采用喷墨打印机成型制备出相关陶瓷样品。

3D打印成型技术制备的陶瓷部件
虽然目前固体无模成型设备昂贵、技术封闭、材料性能不理想,但其与现代智能技术结合将进一步提高陶瓷制备工业的水平,是成型技术发展的主要方向。
**陶瓷的烧结技术
陶瓷坯体通过烧结促使晶粒迁移、尺寸长大、坯体收缩、气孔排出形成陶瓷材料,根据烧结过程中不同的状态,分为固态烧结和液相烧结。**陶瓷的烧结技术按照烧结压力分主要有常压烧结、无压烧结、真空烧结以及热压烧结、热等静压烧结、气氛烧结等各种压力烧结。近些年通过特殊的加热原理出现微波烧结、放电等离子烧结、自蔓延烧结等新型烧结技术。
