品牌:天一机械
起订:1套
供应:20套
发货:3天内
信息标签:云南蒸养砖设备,供应,机械及行业设备,工程与建筑机械
点击这里进行电话呼叫
点击这里QQ咨询
联系时一定要说在【贸易商务资源网】看到的将给您优惠!如果您也想和该公司一样在网站发信息有好排名,点击立即免费注册,发布产品推广。
一、加气砖原材料的质量要求:
1、砂子(粉煤灰)的要求:
只要二氧化硅(SiO2)的含量>60%都可使用。但铁矿物的含量必须不大于15%。
2、生石灰的要求:
活性氧化钙(CaO)的含量:不小于80%
细度(0.08mm筛筛余量):小于10%
氧化镁(MgO)的含量:不大于2%
消化温度为:53℃
消化速度为:10-15min
过烧石灰含量:不大于2%。
3、水泥的要求:
水泥的质量要求应符合国家标准GB175-1999的要求即可。
4、石膏的要求:
一般采用二水石膏,其质量要求应符合国家标准。
CaSO4·2H2O含量:不小于85%
五氧化二磷(P2O5)含量:不大于3%
初凝时间:不小于6min
终凝时间:不大于30min
5、铝粉膏的要求:
砂加气混凝土砌块用铝粉膏应符合JC/T407-2000的规定。
油剂型铝粉膏:其固体份GLY75≥75%或GLY65≥65%,固体中活性铝≥90%;
水剂型铝粉膏:其固体份GLS70≥70%或GLS65≥65%,固体中活性铝≥85%;
0.075mm筛筛余量≤3%;
油剂型铝粉膏发气量要求达到:4min为50%-80%;16min≥90%;30min≥99%;
水剂型铝粉膏发气量要求达到:4min为40%-60%;16min≥90%;30min≥99%。

二、加气砖各种原材料的作用:
1、砂:提供硅质材料,并与钙质材料中的CaO反应,生成水化产物,贡献制品的强度。砂还可作骨架,减少混凝土的收缩性。
2、生石灰:提供有效氧化钙并与硅质材料中的SiO2反应,生成水化产物,形成制品的强度。石灰还可提供碱度,使之与铝
膏发气。石灰水化时放热,促使坯体硬化。
3、水泥:提供钙质材料。贡献砂加气混凝土的强度。水泥主要作用是保证浇注的稳定性。加速坯体的硬化和切割时的坯体塑性强度。
4、石膏:贡献坯体的强度。由于在静停过程中,生成水化硫铝酸盐(钙)和C-S-H凝胶,使坯体在蒸压过程中出现温度差应力和湿度差应力的承受能力增强。还可提高制品的强度和降低收缩性,提高抗冻性。促使水化反应过程的速度,促进托贝莫来石转化,形成强度。且抑制水石榴子生成,使收缩值小。还可延缓料浆稠化速度,延缓水泥凝结速度,抑制石灰消解,降低石灰溶解度,消解温度也降低。
用于砂加气混凝土的石膏品种有:二水石膏、半水石膏和硬石膏。但在生产实践中,国内外未见用半水石膏的,因它脱水造成假凝,使浇注不稳定。在混磨工艺中,要防止二水石膏脱水,则要求混合料出磨温度<70℃,若混合料出磨温度>70℃时,则要求中间仓贮存时间2-3小时,边磨边用边浇注。可以用工业废石膏代替天然二水石膏,直接加入搅拌机中,不参加混磨。若用天然硬石膏代替天然二水石膏时,可参加混磨,此时出磨温度不受限制。
5、水:加水的目的是保证料浆各组成材料能搅拌均匀,保证料浆能顺利浇注入模,并能正常进行发气和初凝。水量用得是否**,能影响料浆发气和凝结过程,**终影响材料气孔结构。加水过多,使料浆过稀,铝粉和氢氧化钙反应加速,同时使加气混凝土料浆凝结时间延续,导致发气和凝结时间不能同步,造成料浆沉陷和沸腾现象,致使加气混凝土气孔结构破坏,影响制品质量。用水量过少,除了搅拌和浇注受影响外,将使料浆发气过程未结束前,过早凝结,严重时使料浆发气不足,引起制品干裂。
6、稳泡剂:是表面活性物质,降低表面张力。稳泡剂浓度增加,表面张力降低多,达到一定浓度时,表面张力不再变化了。表面活性剂具有发泡能力和稳泡性能。

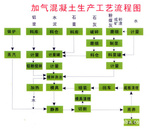
三、加气混凝土基本工艺流程:


加气混凝土生产线主要有:原料处理设备,配料浇注设备,静停切割设备,编组养护设备,成品出釜设备,除尘工段设备,电气设备等相关设备组成。
原料处理设备有:料斗,鄂式破碎机,斗式提升机,斗提机,振动给料机,球磨机等
配料浇注设备有:原料储备储备仓,料浆计量称,铝粉搅拌机,固定式浇注机,移动式浇注车等
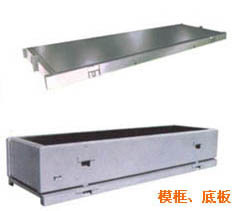
静停切割设备有:模具,侧板,蒸养车,翻转吊具,切割机组,渣浆泵等
编组养护设备有:码坯输送机,真空泵,釜前过桥,蒸压釜,液下泵等
成品出釜设备有:电动葫芦,出釜吊具,出釜摆渡车,成品夹具等
除尘工段设备有:鄂破单机除尘器,仓顶除尘器,磨机出口除尘器等
电气设备有:配料控制系统,低压控制柜,自动控制系统等



售前服务:
为您提供场地规划设计,工艺流程设计,制定适合您的设备选购方案,根据您的特殊需求,设计制造产品
售中服务:
为您设计地基处理方案,协助厂房及场地规划建设,代培技术人员和设备维修人员,真正让您省心,放心
售后服务:
公司派技术人员到现场指导设备安装、调试,协助厂家熟悉生产流程直至生产出合格成品,设备质量三包。
郑州天一机械制造有限公司
电话:0371-68875088 67531688
传真:0371-68893008
邮箱:zztianyi@163.com
云南蒸养砖设备 云南蒸养砖设备厂家