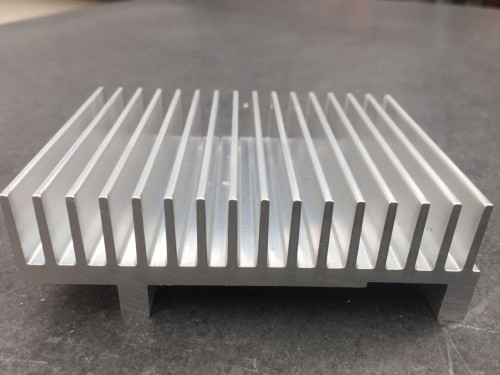
上海CNC加工工业散热器铝型材 五轴CNC加工中心超高精级
发布时间:2018-12-07 18:27:16 产品编号:GY-5-210009092 分享
价格:
460.00/件/个
品牌:自定义
起订:55件/个
供应:5674件/个
发货:3天内
信息标签:上海CNC加工工业散热器铝型材 五轴CNC加工中心超高精级,供应,加工,钣金加工
点击这里进行电话呼叫
联系时一定要说在【贸易商务资源网】看到的将给您优惠!如果您也想和该公司一样在网站发信息有好排名,点击立即免费注册,发布产品推广。
上海港旺(铝制品)实业有限公司成立于1995年,经过10多年的发展,现有六个生产基地,分别坐落于上海青浦、浙*州、江苏江阴,总部位于上海青浦区华新镇马阳村128号,同沪宁高速A5、A9、A30和312、318国道相邻,离市*30公里,交*利。总占地面积 2000多亩,是一家设备配套齐全、技术**、产品全面的铝制品、五金、塑胶*生产厂家。从铝锭的熔铸、型材的挤压、机加工到产品的表面处理、组装全方面服务。
公司全面推行 ISO9000:2000品质管理模式,产品质量符合国家GB*T5237-2004,GB*T6892,TS16949标准,所生产的铝型材具有良好的机械型性能,耐腐蚀性强,强度高,色泽均匀,光洁度好等优点,其化学成分、力学性能、表面处理等各项指标,均符合国家标准。公司坚持“质量*,服务至上”的生产理念,严格管理和控制整个技术过程,努力打造**次**产品服务于市场,
公司现有铝合金熔铸厂、模具制造厂、挤压厂、机械抛光厂、机加工厂、表面处理厂(氧化着色、电泳喷涂、静电喷涂)等分厂,年生产铝型材能力达 80000 *,精加工能力达20000*。挤压机30条,*外接圆可做到1000mm,主要精加工设备有冲床80台、铣床40台、钻床60台,焊接设备10套,15台带刀库的CNC,拉丝机30台,喷砂机10台,小件氧化线6条。
公司主要生产各种规格铝及铝合金型材——各种家俱料型材、休闲用品型材、健身器材、医疗设备型材、各种规格圆管材棒材、电子设备散热片以及各种铝合金机械加工零部件。产品主要应用于车辆、包装、印刷、电子电器、电梯、机械、通讯、建筑装饰等领域。可以生产的铝合金有1050、1060、2012、3003、5052、6063、6061、6005、6082、7005,状态有T1、T4、T5、T6、T651等合金。公司努力满足客户特殊需求设计、生产个性产品及异型产品。
为迎合**数码IT产业及消费类电子产品发展的浪潮,积极追求新的产品工艺,公司引进*的生产制造设备及生产工艺,全新推出各种铝合金金属外壳产品。主要的产品类型有手机外壳及装饰片、掌上电脑外壳、支架、数码相机外壳、MP3外壳、便携式碟机外壳、散热器、汽车功放散热器等。
港旺人秉持“质量*、顾客至上、精益求精、不断进取”的经营宗旨,愿意与各位新老客户精诚合作,共创双赢!
五轴cnc加工*不仅应用于民用行业,例如木模制造,卫浴修边,汽车内饰件加工,泡沫模具加工,欧式风格家居,实木椅子等,还广泛应用于*、航天、军事、科研、精密器械、高精医疗设备等行业。五轴加工*是一种高科技的手段,它让不可能变成了可能,一切的空间曲面,异型加工都可以完成实现。它不但能够完成复杂工件完成机械化加工的任务,而且还能够**提高加工效率,缩短加工流程。
五轴cnc加工*有*率、高精度的特点,工件一次装夹就可完成复杂的加工。能够适应像汽车零部件、飞机结构件等现代模具的加工。五轴加工*和五面体加工*是有*大区别的。*多人不知道这一点,误把五面体加工*当做五轴加工*。五轴加工*有xyzac五个轴,xyz和ac轴形成五轴联动加工,擅长空间曲面加工,异型加工,镂空加工,打孔,斜孔,斜切等。而“五面体加工*”则是类似于三轴加工*,只是它可以同时做五个面,但是它无法做异型加工,打斜孔,切割斜面等。
五轴cnc加工*是一种科技含量高、精密度高专门用于加工复杂曲面的加工*,这种加工*系统对一个的*、航天、军事、科研、精密器械、高精医疗设备等等行业有着举足轻重的**。目前,五轴联动数控加工*系统是解决叶轮、叶片、船用螺旋桨、重型发电机转子、汽轮机转子、大型*机曲轴等等加工的手段。
用CNC加工工业散热器是不二之选 ,工业铝合金散热器型材的生产要从铸锭的质量、模具的材质和设计、减少挤压力以及挤压工艺等方面着手。
1、铸锭的质量要求
铸锭的合金成分要严格控制杂质含量,保证合金万分的纯洁度。对于6063合金要控制Fe、Mg、Si的含量。Fe的含量应小于0.2%,Mg、Si的含量一般都控制在标准的下限,Mg含量0.45%——0.55%,Si含量0.25%——0.35%。铸锭要经过充分的均匀化处理,使铸锭的组织、性能均匀一致。
铸锭的表面要光滑,不允许有偏析瘤或粘有沙泥。铸锭的端面要平整,不能切成台阶状或切斜度太大(切斜度应在3?以内)。因为台阶状或切斜度太大,用平面模挤压散热型材时,如果没有设计导流?伲??е苯优龅侥>撸?捎谥?Ф嗣娌黄剑?鱿钟械牡胤较冉哟ツ>撸???α??校?装涯>叩某菪渭范希?蛟斐沙隽系南群蟛灰唬?菀撞??履;蚣费钩尚筒缓玫南窒蟆?br />
2、对模具的要求
因为散热器型材的模具都是许多细长的齿,要承受*大的挤压力,每个齿都要有*高的强度和韧性,如果彼此之间的性能有*大的差异,就容易使强度或韧性差的那些齿产生断裂。因此模具钢材的质量必须可靠,使用质量可靠的厂家生产的H13钢材,或选用**的进口钢材。模具的热处理十分重要,要用*空加热淬火,采用高压纯氮淬火,可以保证淬火后模具的各部分性能均匀。淬火后要采取三次回火,使模具的硬度保证在HR*8——52的前提下,具有足够的韧性。这是防止模具断齿的重要条件。
散热器型材要能顺利挤压成功,关键是模具的设计要合理,制造要。一般尽量避免铸锭直接挤压到模具工作带上。对于扁宽的梳形散热器型材,设计一个中间较小、两边较大的导流模,使金属往两边流,减少模具工作带上的挤压力,而且使其压力分布均匀。由于散热器型材断面的壁厚差大,设计模具工作带时要相应保持它们的差别,即壁厚大的地方工作带要特别加大,可以大到20mm——30mm,而齿尖的位置要突破常规,把工作带减到*。总之要保证金属在各处流动的均匀性。对于扁宽形散热器,为保证模具有一定的刚度,模具的厚度要适当增加。厚度增加量约30%——60%。模具的制作也要十分精细,空刀要做到上下、左右、中间保持对称,齿与齿之间的加工误差要小于0.05mm,加工误差大容易产生偏齿,即散热片的厚薄不均匀,甚至会产生断齿的现象。
对于设计比较成熟的断面,用嵌镶合金钢模具也是一个较好的方法,因为合金钢模具有较好的刚性和耐磨性,不易产生变形,有利于散热器型材的成形。
3、减少挤压力
为了防止模具断齿应尽量减少挤压力,而挤压力与铸锭的长、合金变形抗力的大小、铸锭的状态、变形程度的大小等因素有关。因此挤压散热铝型材的铸棒不宜太长,约为正常铸棒长度的(0.6——0.85倍)。特别是在试模和挤压根铸棒时,为确保能顺利生产出合格的产品,用更短的铸棒,即正常铸棒长度(0.4——0.6)倍的铸棒来试模。
对于形状复杂的散热大喊型材断面,除了缩短铸棒的长度外,还可考虑用纯铝短铸做次试挤压,试挤成功后再用正常铸锭进行挤压生产。
铸锭均匀化退火不仅可以使组织和性能均匀,而且可以提高挤压性能和降低挤压力,所以要求铸锭必须均匀化退火。至于变形程度的影响,由于散热器型材的断面积一般都比较大,挤压系数一般在40以内,因此其影响较小。
4、挤压工艺
散热器型材生产的关键是挤压模具的次试模,有条件的话,可以先在电脑上做模拟试验,看模具设计的工作带是否合理,然后在挤压机上试模。次试模十分重要,操作手要让主柱塞前进上压时在低于8MPa的低压力下慢速前进,有人用电筒光线照看模具出口处,等挤压模具的每一个散热片都均匀挤压模孔后,才能逐渐加压加速进行挤压。试模成功后继续挤压时,应注意控制好挤压速度,做到平稳操作。生产散热器型材时应注意模具的加热温度,要使模具温度与铸锭温度相近。若温差太大,由于上压时挤压速度慢,会使金属温度下降,易产生堵模或流速不均匀的现象。
港旺铝业位于上海市青浦区,我厂拥有铝型材生产线,配有挤压、氧化着色、电泳、粉末喷涂、*碳喷涂、抛光、木纹、拉丝、CNC等大型生产设备,从原材料铝棒进厂、到挤压、表面处理、后到深加工铝制品出货,为客户提供一站式高端产品服务
联系方式