
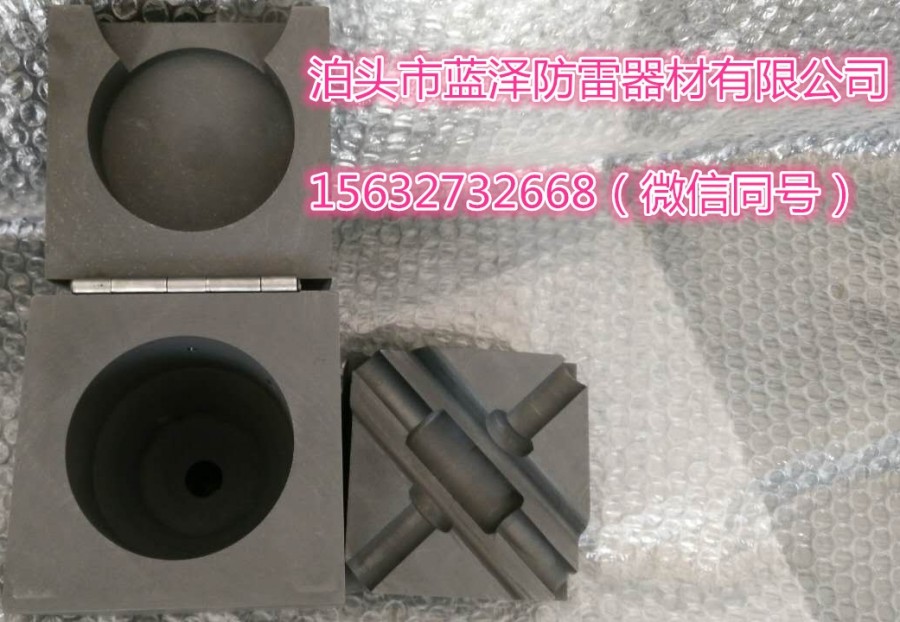
放热焊接模具是能够重复使用的,而放热焊粉是一次性的,好比电焊机和电焊条。放热焊接模具使用寿命一般在100次以上,部分型号寿命更长,例如一字焊接(特别是焊接线、棒等圆柱体形状的导体),部分型号寿命略短,例如十字型模具,购买放热焊接工器具前请核实具体需要焊接什么形状的导体,规格是什么,(铜排是40×4 、40×5 、50×5 、60×6 或者其他规格铜缆是70mm2、95mm2、120mm2、150mm2、185mm2或者其他规格接地棒直径是Φ14.2Φ17.2Φ20Φ22或者其他规格),焊点形状是什么样(一字接T字接十字接水平的立体的)
放热焊粉的用量是根据模具的连接方式和焊接材料决定。每种焊粉的使用克数,我单位出厂模具上的铭牌均标写有焊粉的型号,请一一对应使用。简单说就是三个问题:1.需要明确要焊接材料的规格;焊点形状;每种焊点的数量。模具夹分为两大种,一种是普通模具夹,适用于大部分模具,另一种是偏心模具夹,主要应用在十字焊接和接地棒焊接上。
几种不同接地体放热焊接准备
1)电缆线(导线)焊接的准备工作和要领
① 要得到一个完善的焊点,被焊接电缆线必须保持洁净和干燥。
② 充油电缆必须清除电缆线上的油脂污物,可使用除油剂、汽油、四氧化碳等清洗。必要时可使用熔锡水。
③ 表面氧化的电缆线可使用铜丝刷清洁干净。
④ 含水的电缆线应用喷灯干燥后用钢刷去除氧化层,含水含油的电缆线如直接焊接会使反应时铜液喷出模具,非常危险,需特别注意。
⑤ 敞开的电缆线头会使模具合不拢,产生较大的缝隙,引起铜液渗漏。所以在切割电缆线时,要注意保证切口平整,可用铜丝或绞布固定切割处后再切割。
⑥ 如果在焊接具有张力的电缆线时,可使用线缆固定夹紧绷。
2)接地棒焊接的准备工作和要领
①接地棒被槌打后末端会变形,必须切除或磨平后才可放入模具内,否则会引起模具闭合不紧,导致铜液渗漏。也可使用钢质镶套保护端头后再槌打。
②末端有螺孔或缧纹的接地棒需在焊接前切除末端。
③接地棒连接需保持洁净,如铁锈、氧化表皮等必须用钢刷或砂纸清洁干净后方可焊接,否则会出现多孔性焊点。
④焊接时棒的直径小于模具孔时,可用钢带包扎接地棒连接头来弥补。
3)铜板、钢板和铸(生)铁表面焊接的准备工作和要领
① 在焊接之前清洁连接表面,去除表面的水、油、污渍等。
② 对有附着物的表面宜使用砂轮、粗目锉刀等工具清洁。
③ 镀锌钢板焊接点表面需去除镀层后再焊接。
4)线鼻、汇流排(母线)、汇流管(管型母线)焊接的准备工作和要领
① 清洁连接表面,去除附着水气与油脂。
② 汇流管焊接部位的内外表面需清洁后才可焊接。
③ 可使用钢刷、砂纸、粗目锉刀和喷灯。
5)钢轨焊接的准备工作和要领
① 钢轨焊接部位的表面锈蚀需**清除,可使用专用砂轮磨光。
② 若钢轨上附有油脂和水分需先清除,再除锈。
③ 若钢轨表面有凸印需行磨平为佳。
6)钢筋焊接地准备工作和要领
① 清除钢筋表面的锈蚀,打磨光亮。
② 清除钢筋表面的油脂、水分。
③ 使用钢刷、砂纸、粗目锉刀和喷灯。
放热焊接焊剂、模具常用规格参数:
|
名称 |
型号 |
规格 |
||
|
热熔焊剂 |
LZ-HJ |
65# |
90# |
115# |
|
150# |
200# |
250# |
||
|
热熔模具 |
LZ-MJ |
1# |
2# |
3# |
|
(≤90#焊剂) |
(90#焊剂≥≤200#溶剂) |
(200#焊剂≥≤300#溶剂) |
||
公司名称是泊头市蓝泽防雷器材有限公司,地址在河北省沧州市泊头市工业开发区,想了解更多欢迎点击: http://www.btlanze.com/ http://www.lzflqc.com/联系手机:15632732668(微信同号),联系邮箱:171962542@qq.com
