西门子CPU模块6GK7342-5DA03-0xE0 西门子CPU模块6GK7342-5DA03-0xE0
微信15800846971
西门子**合作伙伴
详细信息
描述
引用是两个块之间的连接。
在LOGO!8中块连接器之间的连接组态和块参数之间的引用组态是标准化的。引用和组态现在就可以使用拖放来实现。本FAQ对比了LOGO!8设备和LOGO!0BA7设备之间组态引用的步骤。
组态LOGO!8需要安装LOGO!Soft Comfort 8.0或更高版本。
LOGO!8的LOGO!模块的步骤
- 在电路图中创建所需要的程序块。
- 使用拖放建立块连接器之间的连接。
- 单击每个程序块下的“display”(+)按钮来显示参数区。要创建引用的两个程序块都需要进行此操作。在每个块下面都会打开一个参数区,块参数会在表格中显示。“display”按钮只在可以使用或提供引用的块下显示。
-
在需要创建的引用块之间,将其中一个块输出连接的终端连接到另外一个块输入连接的终端。举例来说,可以用拖放来完成此操作。

图. 01
-
单击每个块下的“hide”(-)按钮来关闭参数区。

图. 02
注意
下面的工具可以用来编辑参数区(LOGO!8)
| 图标 | 功能 |
|
|
显示/隐藏所有块之间的引用线 |
|
|
显示所有块的参数区 |
|
|
隐藏所有块的参数区 |
到LOGO! 0BA7前的LOGO!模块的步骤
- 在电路图中创建需要的块。
- 使用拖放建立块的连接器之间的连接。
- 打开快的菜单,在里面通过双击块来组态引用。
-
在想要的参数上单击“引用”按钮。在下拉列表框中就会显示可以用来引用的块。单击想要的块来选定它。单击“OK”按钮来保存设置。

图. 03
块的引用和参数就会在电路中有绿色的显示。

图. 04
更多信息
关于“引用”的更详细的信息可以在LOGO!Soft Comfort(V1.7) 条目ID 24002694中还有LOGO!Soft Comfort online Help (V8.0)3.2.1.8部分, "Edit Parameter Field"章节,在条目ID 100782807中。
创建环境
本FAQ中的截图是在LOGO!Soft Comfort V8.0中创建的。
1 LOGO!App 简介
目前用户可以使用iTunes商店的应用软件LOGO!App连接和监控西门子LOGO!系列的PLC,软件名称如图1所示。在软件中成功组态LOGO! 设备的地址后,用户可以通过手机WIFI连接到LOGO!并可进行修改时钟和获取固件信息等操作。同时,用户可以监控输入/输出(以下简称I/O)状态,V存储区(以下简称VM)变量值和诊断信息,也可以添加监控的I/O和VM变量到趋势图查看一个概览图形。

图1应用程序名称
2 LOGO!App功能描述
2.1 接口配置
LOGO! App 支持IP地址和动态 DynDNS名称两种访问方式。 做法如下:
在图2中单击“Interface Configure”选项后进入图3界面单击 “By IP Address”选项,然后再单击 图标 ![]() ,进入图4设备添加界面。
,进入图4设备添加界面。

图2设置功能界面 图3设备访问方式界面
在图4中单击“Add”按钮,进入图5中进行设备名称和设备IP地址设置,此处我们设置设备名称为“MyLogo”,IP地址为“192.168.1.108”,**后单击“Save”按钮保存此配置,页面会自动转入到图6界面。

图4设备添加界面 图5设备添加界面
在图6中长按 ![]() 图标直到出现图7界面,在图7中我们通过“Select”选项来选择已有设备,然后进入图8界面。
图标直到出现图7界面,在图7中我们通过“Select”选项来选择已有设备,然后进入图8界面。

图6设备选择界面 图7设备选择界面
这时在图8中可以看到IP地址已经显示在界面中,然后点击“Save”图标,界面将自动转到图9。

图8设备访问方式界面
2.2 设置时钟
在图9中单击“Set Clock”选项将进入图10界面,在图10中可点击“Read”按钮查看LOGO!时间,也可点击“Current”按钮查看当前时间,之后进入图11界面。

图9设置功能界面 图10设备访问方式界面
在图11中LOGO!系统需要停机完成读取操作,单击“YES”图标进入图12,同样我们点击“Current”按钮来获取当前时间,然后通过“Set”按钮将当前屏幕中的时间更新到LOGO!中,此时进入图13界面。

图11获取LOGO!时钟界面 图12设备访问方式界面
在图13中点击“YES”按钮来完成更新后启动LOGO!的操作。

图13更新时钟界面
2.3 查看固件版本
在图14中单击“Show FW Version”选项后系统将返回LOGO!的固件版本如图15。

图14设置功能界面 图15固件版本界面
3 LOGO!App软件监控模式
3.1 I/O 状态监视器
在图16中选择“Monitor”图标,然后选择“I/O Status Monitor”选项后进入图17界面可观察到输入点的变化,在图17中用户选择需要监控的变量。可以通过点击“Edit”按钮进入图18中进行修改。

图16设置功能界面 图17 I/O监控界面
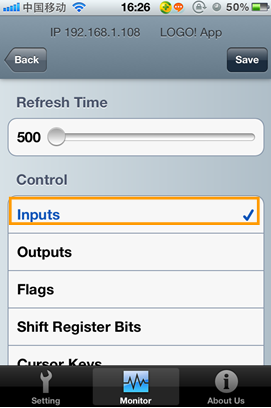
图18设置功能界面
3.2 VM列表监视器
在图19中单击“VM Table Monitor”选项进入图20的变量监控界面,点击“Add”按钮进入图21的变量添加界面。
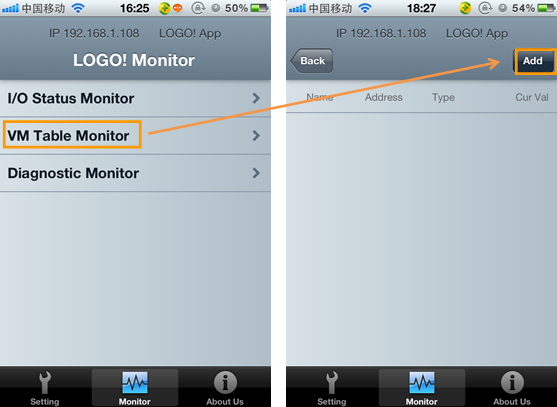
图19设置功能界面 图20 变量监控界面
在图21中填入变量名称、变量地址及变量数据类型后点击“Save”按钮,在变量监控界面图22中就可以监视或修改此变量的数值。

图21变量添加界面 图22 变量监控界面
此外,还可以用趋势图的方式来监控变量曲线。在图22中长按变量“speed”所在行,直至出现图23界面选择“Add To Chart”选项再返回图22界面,继续长按变量“speed”所在行,直至出现图24界面选择“Chart”选项,即进入图25的趋势图界面。

图23变量添加趋势图界面 图24 变量监控界面

图25趋势图界面
3.3 诊断监视器
在图26中单击“Diagnostic Monitor”选项后进入图27中可查看网络访问错误报警。

图26设置功能界面 图27 网络错误界面
如图28中选中“Network Access Error”标签后点击“Clear”按钮即可复位网络访问错误信息如图29所示。
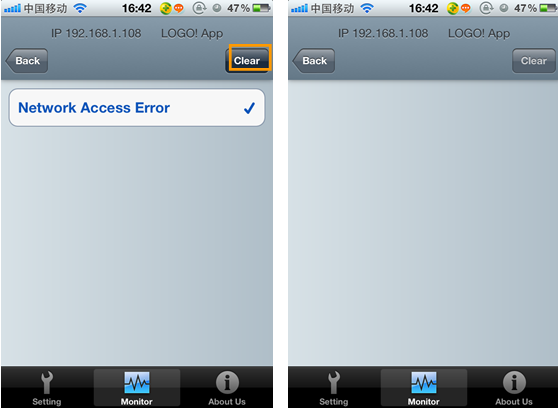
图28网络选择错误界面 图29 网络错误监控界面
6RA70 (三相桥B6C)
6RA7018-6DS22-0 3AC 400V 485V 30A 325V 5A
6RA7025-6DS22-0 60A 10A
6RA7028-6DS22-0 90A 10A
6RA7031-6DS22-0 125A 10A
6RA7075-6DS22-0 210A 15A
6RA7078-6DS22-0 280A 15A
6RA7081-6DS22-0 400A 25A
6RA7085-6DS22-0 600A 25A
6RA7087-6DS22-0 850A 30A
6RA7025-6GS22-0 3AC 575V 690V 60A 325V 5A
6RA7031-6GS22-0 125A 10A
6RA7075-6GS22-0 210A 15A
6RA7081-6GS22-0 400A 25A
6RA7085-6GS22-0 600A 25A
6RA7087-6GS22-0 800A 30A
6RA7086-6KS22-0 3AC 690V 900V 720A 30A.

S7-200 PLC的置位优先SR触发器与复位优先RS触发器简介
RS触发器指令 RS触发器指令的基本功能与置位指令S和复位指令R的功能相同。
置位优先(SR)触发器的置位信号SI和复位信号R同时为1时,输出OUT信号为1。

复位优先(RS)触发器的置位信号S和复位信号RI同时为1时,输出OUT信号为0。

两处卸料小车自动控制的梯形图程序设计示例 PLC编程经验设计法举例
两处卸料小车运行路线示意图如图6-18a所示,小车仍然在限位开关X4处装料,但在X5和X3两处轮流卸料。小车在一个工作循环中有两次右行都要碰到X5,**次碰到它时停下卸料,第二次碰到它时继续前进,因此应设置一个具有记忆功能的编程元件,区分是**次还是第二次碰到X5。

图5-18 两处卸料小车自动控制
a)小车运行示意图 b)梯形图
两处卸料小车自动控制的梯形图如图6-18b所示,它是在图6-17b的基础上根据新的控制要求修改而成的。小车在**次碰到X5和碰到X3时都应停止右行,所以将它们的常闭触点与Y0的线圈串联。其中X5的触点并联了中间元件M100的触点,使X5停止右行的作用受到M100的约束,M100的作用是记忆X5是第几次被碰到,它只在小车第二次右行经过X5时起作用。为了利用PLC已有的输入信号,用起保停电路来控制M100,它的起动条件和停止条件分别是小车碰到限位开关X5和X3,即M100在图6-18a中虚线所示路线内为ON,在这段时间内M100的常开触点将Y0控制电路中X5常闭触点短接,因此小车第二次经过X5时不会停止右行。
为了实现两处卸料,将X3和X5的触点并联后驱动Y3和T1。调试时发现小车从X3开始左行,经过X5时M100也被置位,使小车下一次右行到达X5时无法停止运行,因此在M100的起动电路中串入Y1的常闭触点。另外还发现小车往返经过X5时,虽然不会停止运动,但是出现了短暂的卸料动作,为此将Y1和Y0的常闭触点与Y3的线圈串联,就可解决这个问题。系统在装料和卸料时按停止按钮不能使系统停止工作,请读者考虑怎样解决这个问题。
PLC系统的模拟量变动很大且不稳定时的故障原因
PLC系统的模拟量是一个变动很大的不稳定的值,可能是如下原因:
你可能使用了一个自供电或隔离的传感器电源,两个电源没有彼此连接,即模拟量输入模块的电源地和传感器的信号地没有连接。这将会产生一个很高的上下振动的共模电压,影响模拟量输入值。
另一个原因可能是模拟量输入模块接线太长或绝缘不好。
可以用如下方法解决:
1) 连接传感器输入的负端与模块上的公共M 端以补偿此种波动。(但要注意确保这是两个电源系统之间的**联系。)
背景是:
模拟量输入模块内部是不隔离的;
共模电压不应大于 12V;
对于60Hz干扰信号的共模抑制比为40dB。
2)使用模拟量输入滤波器。
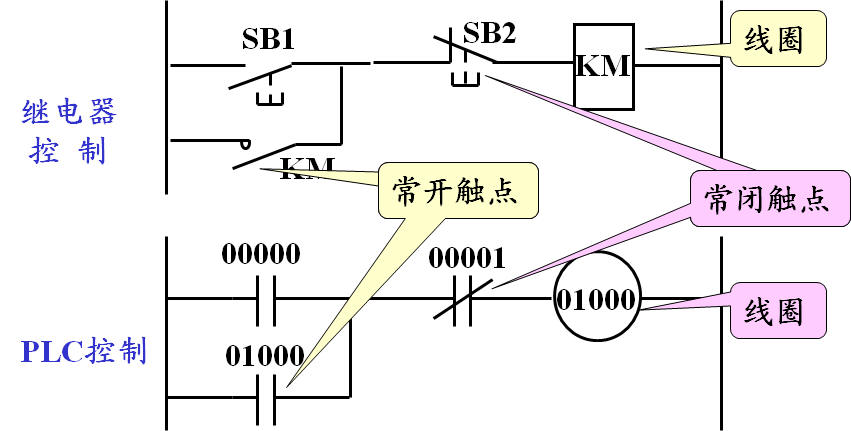
梯形图编程语言是一种图形语言 ,下表是两种梯形图的继电器符号图对照。

下面两个图分别是继电器控制和PLC梯形图控制的对比。
PLC技术及其在公路交通系统中的应用 PLC的分类
可编程控制器简称——PLC是以微处理器为基础,综合了计算机技术、自动控制技术和通讯技术发展而来的一种新型工业控制装置。**认为,可编程控制器将成为今后工业控制的主要手段和重要的基础设备之一,PLC、机器人、CAD/CAM将成为工业生产的三大支柱。
可编程控制器简称——PLC是以微处理器为基础,综合了计算机技术、自动控制技术和通讯技术发展而来的一种新型工业控制装置。它具有结构简单、编程方便、可靠性高等优点,已广泛用于工业过程和位置的自动控制中。据统计,可编程控制器是工业自动化装置中应用**多的一种设备。**认为,可编程控制器将成为今后工业控制的主要手段和重要的基础设备之一,PLC、机器人、CAD/CAM将成为工业生产的三大支柱。
PLC是在继电器控制逻辑基础上,与3C技术(Computer,Control,Communication)相结合,不断发展完善的。目前已从小规模单机顺序控制,发展到包括过程控制、位置控制等场合的所有控制领域。
PLC早期主要应用于工业控制,但随着技术的发展,其应用领域正在不断扩大下面就其在公路交通领域的应用做一简单介绍:
PLC型交通灯控制器
将PLC用于对交通信号灯的控制,主要是考虑其具有对使用环境适应性强的特性,同时其内部定时器资源十分丰富,可对目前普遍使用的“渐进式”信号灯进行**控制,特别对多岔路口的控制可方便的实现。目前大多品牌的PLC内部均配有实时时钟,通过编程控制可对信号灯实施全天候无人化管理。由于PLC本身具有通讯联网功能,将同一条道路上的信号灯组成一局域网进行统一调度管理,可缩短车辆通行等候时间,实现科学化管理。
公路收费系统中的应用—PLC型车道控制机
每个公路收费站,其车道机电设备配置、型号各有不同,因此用于控制这些设备的主机—车道控制器的结构也不尽相同,通用性、可维护性较差,不利于使用及维修,以PLC作为主机开发出的新型车道控制机,不仅可使其通用性、维护性得到**程度上的改善,还可以在使用寿命、稳定性机控制功能方面获得极大提高,具体叙述如下:
1. 对棚灯及雾灯的控制
如前所述,由于PLC本身具有时钟功能,通过软件编程,可对棚灯、雾灯进行无人化、智能控制。
2. 对费额显示器的控制
PLC本身具有上位机接口,可接收上位收费计算机下传的数据,而PLC具有各种译码指令,可将接受的数据转换成七段显示码,输出给LED数码管进行数据显示。
3. 对挡车器的控制
将PLC用于对挡车器进行控制具有以下几方面的优势。
(1)使用寿命长:从目前反馈情况看,目前挡车器控制电路的使用寿命大部分均不足五年这与其电路设计、元器件选型、工作环境及控制方式等因素有关,是其本身无法克服的固有缺点。PLC作为工业控制单元,应用于各种控制环境,内部电路、机械结构设计极为精良,所用器件均选用标准工业级产品,其使用寿命一般可保证在十年以上。
(2)性能稳定可靠,抗干扰性好:PLC应用于各种工业控制现场,其硬件及软件设计均考虑到各种生产环境,其电压适用范围很宽,具有极强的抗电磁干扰、抗震动、抗高温、高湿等特性,性能极为稳定、可靠。
(3)功能强大,实现灵活,可扩展性好:PLC型挡车器作为老型号挡车器的升级产品,其功能得到极大增强,目前可实现的功能有:自动抬杆、自动落杆、防砸车、防砸人、各种情况的自动报警、设备保护及故障识别等。以上功能可实现各种组合,并可根据实际需要改变上述功能的控制过程及方式,并可根据使用者要求在不增加或少增加硬件的基础上开发新的控制功能。
(4)良好的性价比:虽然PLC型挡车器的性能及功能较现有挡车器有极大提高,但其成本的增加与其性能的提高并非成线性关系,所以无论将其作为整机用于新品开发,还是作为老设备改进均有其良好的性价比。
PLC作为一门控制技术在我国已有近二十年的应用,并已从工业控制逐渐向其他行业扩展,相信随着其本身性能的不断提高,其应用领域将不断拓宽,了解及掌握这一控制技术,将使我国的自动化控制技术得到更广泛的应用与发展。
常用的塑壳式低压断路器(图)型号及选用
低压断路器也称自动开关或自动空气断路器。它是一种既能作开关用,又具有电路自动保护功能的低压电器。
(1)断路器有三大部分组成:
触头和灭弧系统——通断电路的部件
各种脱扣器——检测电路异常状态并作出反应,即保护性动作的部件;
操作机构和自动脱扣机构——中间联系部件。
(2)图是断路器外型、结构原理图。

结构图中触点2有三对,串联在被保护的三相主电路中。手动扳动按钮为“合”位置(图中未画出),这时触点2由锁键3保持在闭合状态,锁键3由搭钩4支持着。要使开关分断时,扳动按钮为“分”位置(图中未画出),搭钩4被杠杆7顶开(搭钩可绕轴5转动),触点2就被弹簧1拉开,电路分断。
自动开关的自动分断,是由电磁脱扣器6、欠压脱扣器11和热脱扣器12使搭钩4被杠杆7顶开而完成的。电磁脱扣器6的线圈和主电路串联,当线路工作正常时,所产生的电磁吸力不能将衔铁8吸合,只有当电路发生短路或产生很大的过电流时,电磁吸力才能将衔铁8吸合,撞击杠杆7,顶开搭钩4,使触点2断开,从而将电路分断。
欠压脱扣器11的线圈并联在主电路上,当线路电压正常时,欠压脱扣器产生的电磁吸力能够克服弹簧9的拉力而将衔铁10吸合,如果线路电压降到某一值以下,电磁吸力小于弹簧9的拉力,衔铁10被弹簧9拉开,衔铁撞击杠杆7使搭钩顶开,则触点2分断电路。当线路发生过载时,过载电流通过热脱扣器的发热元件13而使双金属片12受热弯曲,于是撞杆7顶开搭钩,使触点断开,从而起到过载保护作用。根据不同的用途,自动开关可配备不同的脱扣器。
(3)按结构分类自动开关有**式(框架式)和塑料外壳式(装置式)两种。控制线路中常用塑壳式自动开关作为电源引入开关或作为控制和保护不频繁起动、停止的电动机开关,以及用于宾馆、机场、车站等大型建筑的照明电路。其操作方式多为手动,主要有扳动式和按钮式两种。**式(框架式)主要用于供配电系统。
自动开关与刀开关和熔断器相比,具有以下优点:结构紧凑,安装方便,操作安全,而且在进行短路保护时,由于用电磁脱扣器将电源同时切断,避免了电动机缺相运行的可能。另外,自动开关的脱扣器可以重复使用,不必更换。
(4)常用的塑壳式断路器主要有DZ5、DZ10、DZ15、DZ20等系列。
低压断路器的型号含义举例说明如下,其技术数据见表1-2

表1-2 DZ15系列塑壳式断路器
|
型号 |
极数 |
额定电流(A) |
额定电压(V) |
额定短路 分断能力 (KA) |
机械寿命 (万次) |
电寿命 (万次) |
|
DZ15-40 |
1 |
6、10、16、20、25、32、40 |
AC220 |
3 |
1.5 |
1.0 |
|
2 、3 |
AC380 |
|||||
|
DZ15-63 |
1 |
10、16、20、25、32、40、50、63 |
AC220 |
5 |
1.0 |
0.6 |
|
2、3、4 |
AC380 |
用于电动机保护的断路器的热脱扣器要根据电动机的额定电流进行选择和整定,而瞬时过流电磁脱扣器则按照电动机额定电流的12倍来选择,以保证在电动机起动电流的峰值不至于动作。
西门子S7 PLC移位寄存器指令(SHRB)
移位寄存器指令是可以指定移位寄存器的长度和移位方向的移位指令。其指令格式如图所示。

说明:(1)移位寄存器指令SHRB将DATA数值移入移位寄存器。梯形图中,EN为使能输入端,连接移位脉冲信号,每次使能有效时,整个移位寄存器移动1位。DATA为数据输入端,连接移入移位寄存器的二进制数值,执行指令时将该位的值移入寄存器。S_BIT指定移位寄存器的**位。N指定移位寄存器的长度和移位方向,移位寄存器的**长度为64位,N为正值表示左移位,输入数据(DATA)移入移位寄存器的**位(S_BIT),并移出移位寄存器的**高位。移出的数据被放置在溢出内存位(SM1.1)中。N为负值表示右移位,输入数据移入移位寄存器的**高位中,并移出**位(S_BIT)。移出的数据被放置在溢出内存位(SM1.1)中。
(2)DATA和S-BIT的操作数为I, Q, M, SM, T, C, V, S, L 。数据类型为:BOOL变量。N的操作数为VB, IB, QB, MB, SB, SMB, LB, AC, 常量。数据类型为:字节。
(3)使ENO = 0的错误条件:0006(间接地址),0091(操作数超出范围),0092(计数区错误)。
(4)移位指令影响特殊内部标志位:SM1.1(为移出的位值设置溢出位)。
纺纱工艺流程及PLC控制系统
1、引言
HXFA368型条并卷联合机在纺纱的整个过程中是个瓶颈环节,一旦出现问题,后边整个生产过程就无法进行,所以要求设备控制系统稳定、性能可靠、使用方便和自动化程度高等特点。该控制系统将可编程序控制器(PLC)运算速度高、指令丰富、功能强大、可靠性高和抗干扰能力强等特点与触摸屏操作简单、功能强大、界面友好直观的特点结合在一起使用,使该系统具有很好的人机交互功能,在生产应用中取得很好的效果。
2、工艺流程及硬件结构设计
HXFA368条并卷联合机主要由成卷部分、牵伸部分、电气控制柜组成,结构简洁紧凑,在纺织备中起着承上启下的作用,其部分工作流程见图1:

图1工作流程图
系统采用中达电通公司DVP-60ES00R主机和DVP32XP(扩展模块)系列可编程控制器作为中心控制单元,输入点数52点,输出点数40点,共计92点。操作显示单元选用中达电通公司DOP-AE10THTD65536系列触摸屏,电机驱动选用中达电通公司VFD110B43A系列变频器控制。
在设备上共安装48个传感器和8个限位开关,其主要作用是负责各动作的定位、棉条有无的检测和脉冲信号的采样,传感器的输出信号都为开关量,以常开或常闭触点接入控制器的输入端子,选用24v直流电磁阀,直接用PLC的各输出点驱动电磁阀。设备通过一个电机和10个气缸完成系统机电气一体化控制,达到了设备的工艺要求。
3、系统软件设计
系统设计软件流程图如图2所示。
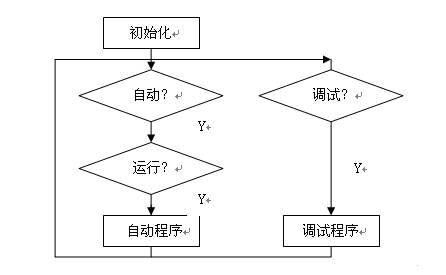
图2:程序流程图
3.1 系统初始化
每套控制程序初始化都是必需的,每一次PLC上电或对PLC强制复位都要初始化,主要对在程序中使用的各种计数器、定时器、寄存器等进行复位和设置,同时保留上次运行需要记忆的各种数据,完成运行前的各项准备工作。
3.3人机界面
控制柜上人机界面可使过程可视化,智能化,方便系统调试,增强系统故障之后的恢复能力,改善系统的可维护性,降低运行成本。
根据画面显示信息量采用十八个画面,各画面之间通过触摸键进行切换,同时触摸屏上各类组件的内存单元和与PLC中数据存储区的的单元相关联,构成系统整体监控。根据设备工艺要求设计了参数设定、系统调试、故障信息查询参数设定等画面。

参数设定画面
参数设定画面主要是为了给现场操作人员进行设备工艺参数调节使用的,根据棉纺工艺的不同,对棉卷大小进行调节,设备运行速度调节,棉卷滚出停止位置调节,动作的快慢进行调节等。系统调试画面是为设备调试和故障排除而设计的,通过此画面的24个按钮,可以对动作流程图中的每个动作进行单步执行来进行故障排除和设备调试。故障信息查询画面提供了故障报警和历史数据查找功能,一旦系统发生故障,屏上主画面出现故障原因,点击信息查询按钮故障报警画面分析报警原因,触摸屏提供了一个十分灵活和友好的窗口,方便现场人员的使用,增强了系统的可操作性。
在对DOP-AE10THTD65536触摸屏进行组态设计开发过程中,运用宏指令对控制程序进行了安全保护,防止用户对控制程序私自修改,造成事故发生,以下是部分宏指令:
\$133=(1