
6ES7953-8LG30-0AA0 6ES7953-8LG30-0AA0
SIEMENS中国授权分销商
我公司大量现货供应,价格优势,品质保证,德国原装进口
================================
上海隆彦自动化科技有限公司
联 系 人: 李 建
24小时联系手机: 15800846971
在 线 商 务 QQ: 3192212451
直线销售 电 话: 021- 61311951
传 真: 021-67355123
=================================
 全新原装产品,质量保证,价格优势!
全新原装产品,质量保证,价格优势!
希望我的用心能换来您对我们的信心!
快快选购哦,买不买没关系,进来看看也行哦!

上海隆彦长期低价销售西门子PLC,200,300,400,1200,西门子PLC附件,西门子电机,西门子人机界面,西门子变频器,西门子数控伺服,西门子总线电缆现货供应,欢迎来电咨询系列产品
价格波动,请来电咨询
品,折扣低,货期准时,并且备有大量库存.长期有效

花30秒询价,你会知道什么叫优势;花60秒咨询,你会知道什么叫;
合作一次,你会知道什么叫质量!以质量求生存,以信誉求发展。
我司将提供**的质量,作为自已**的责任。
1:作为西门子的分销商,我们的客户涉及钢铁、石油、化工、水处理、电力、建筑和食品等行业。我公司一贯保持良好的信誉,对客户总是热忱的提供,并且定期对客户进行回访,及时了解需求信息,以便及时调整销售策略。
2:由于在客户之中有很多系统成套商和工程商,所以经常有系统投标或整体成套的项目,客户会对我们提出更高的要求,如系统配置、现场等,这就要求我们有更好的意识和技术水平,深入参与到实际的项目中,用我们的特长取得更好的业绩。
3:作为一家工程商和成套商,在自动化领域里我们不仅占领相当部分的市场,并且在许多领域里作出了杰出的业绩。具有独立承包项目,完成交钥匙工程的经验和能力。并且独立开发了铁路运输微机联锁控制系统和脱轨系统,在全国各地有一百多条线路成功的投入使用
6ES7953-8LG30-0AA0

S7-300是SIMATIC控制器中销售量**多的产品,它已成功地用于范围广泛的自动化领域。S7-300 的重点在于为生产制造工程中的系统解决方案提供一个通用的自动化平台。这就是说,S7-300 是用于集中式或分布式结构的优化解决方案。坚持不懈的创新和改革使S7-300这个广泛应用的自动化平台能持续不断的升值概述。
一、S7-300 PLC系统组成
系统组成:

|
电源模块 (PS)
(选件) |
|
为S7-300/ET 200M 提供电源
将120/230V交流电压转变到所需要的24伏直流工作电压 输出电流2A、5A、10A |
| 中央处理单元 (CPU) |
|
多种CPU,有各种不同的性能,例如,有的CPU 上集成有输入/输出点,有的CPU上集成有PROFIBUS-DP通讯接口等。 |
|
接口模块 (IM) ? |
|
用于连接多机架配置的 SIMATIC S7-300 的机架。 **多配置4个机架。每个机架**多可以插入8个模块。在4个机架上**多可安装32个模块。
IM 365
IM 365/IM 361 |
| 信号模块 (SM) |
|
用于数字量和模拟量输入/输出 |
| 通讯处理器 (CP) |
|
用于连接网络和点对点连接 |
| 功能模块 (FM) |
|
用于高速计数,定位操作 (开环或闭环控制) 和闭环控制。 |
| 存储器 |
|
MMC |
| DIN标准导轨 |
|
用于模块安装 |
| 前连接器 |
|
用于简单而方便地连接传感器和执行器
更换模块时允许保持接线
采用编码元件以避免更 分为20针、40针两种 |








S7-300主要支持的硬件有:
??(1)电源(PS)
??电源模块提供了机架和CPU内部的供电电源,置于1号机架的位置。
??(2)中央处理器(CPU)
??CPU存储并处理用户程序,为模块分配参数,通过嵌入的MPI总线处理编程设备和PC、模块、其它站点之间的通讯,并可以为进行DP主站或从站操作装配一个集成的DP接口。置于2号机架。
??(3)接口模块(IM)
??接口模块将各个机架连接在一起。不同型号的接口模块可支持机架扩展或PROFIBUS?DP连接。置于3号机架,没有接口模块时,机架位置为空。
??(4)信号模块(SM)
??通常称为I/O(输入/输出)模块。测量输入信号并控制输出设备。信号模块可用于数字信号和模拟信号,还可用于进行连接,如传感器和启动器的连接。
??(5)功能模块(FM)
??用于进行复杂的、重要的但独立于CPU的过程,如:计算、位置控制和闭环控制。
??(6)通讯处理器(CP)
??模块化的通讯处理器通过连接各个SIMATIC站点,如:工业以太网,PROFIBUS或串行的点对点连接等。
??后三个模块在机架上可以任意放置,系统可以自动分配模块的地址。
??需要说明的是,每个机架**多只能安装8个信号模块、功能模块或通讯模块。如果系统任务超过了8个,则可以扩展机架(每个带CPU的中央机架可以扩展3个机架)。?
?各个模块的性能具体如下:
??(1)电源模块(PS)
??电源模块用于将SIMATIC S7-300 连接到120/230V AC电源。
??(2)CPU模块
??各种CPU 有各种不同的性能,例如,有的CPU 上集成有输入/输出点,有的CPU上集成有PROFI- BUS-DP通讯接口等。
?以上只是列出了部分指标,设计时还要参看相应的手册。
??(3)接口模块
??接口模块用于多机架配置时连接主机架(CR)和扩展机架 (ER)。S7-300通过分布式的主机架(CR)和3个扩展机架(ER),可以操作多达32个模块。运行时无需风扇。
??(4)信号模块
??信号模块用于数字量和模拟量输入/输出,又分DI/DO(数字量输入/输出)和AI/AO(模拟量输入/输出)模块。
??①数字量输入模块:
??②数字量输出模块:
??③数字输入/输出模块:
??④继电器输出模块:
??⑤模拟量输入模块
??⑥模拟量输出模块:
??⑦模拟量输入/输出模块:
??(5)功能模块
??西门子S7-300功能模块模块适用于各种场合,功能块的所有参数都在STEP7中分配,操作方便,而且不必编程。包括:计数器模块(FM350),定位模块(FM351),凸轮控制模块(FM352),闭环控制模块(FM355)等许多用于特定场合的模块。
??(6)通讯模块(CP)
??S7-300通讯模块是用于连接网络和点对点通讯用的专用模块,比如:用于S7-300和SIMATIC C7通过PROFIBUS通讯的模块CP343-5,用于S7-300和工业以网通讯的模块CP343-1及CP343-1 IT等
| 6ES7312-1AE13-0AB0 | CPU312,32K内存 |
| 6ES7312-5BE03-0AB0 | CPU312C,32K内存 10DI/6DO |
| 6ES7313-5BF03-0AB0 | CPU313C,64K内存 24DI/16DO / 4AI/2AO |
| 6ES7313-6BF03-0AB0 | CPU313C-2PTP,64K内存 16DI/16DO |
| 6ES7313-6CF03-0AB0 | CPU313C-2DP,64K内存 16DI/16DO |
| 6ES7314-1AG13-0AB0 | CPU314,96K内存 |
| 6ES7314-6BG03-0AB0 | CPU314C-2PTP 96K内存 24DI/16DO / 4AI/2AO |
| 6ES7314-6CG03-0AB0 | CPU314C-2DP 96K内存 24DI/16DO / 4AI/2AO |
| 6ES7315-2AG10-0AB0 | CPU315-2DP, 128K内存 |
| 6ES7315-2EH13-0AB0 | CPU315-2 PN/DP, 256K内存 |
| 6ES7317-2AJ10-0AB0 | CPU317-2DP,512K内存 |
| 6ES7317-2EK13-0AB0 | CPU317-2 PN/DP,1MB内存 |
| 6ES7318-3EL00-0AB0 | CPU319-3 PN/DP,1.4M内存 |
| 6ES7 953-8LF20-0AA0 | SIMATIC Micro内存卡 64kByte(MMC) |
| 6ES7 953-8LG11-0AA0 | SIMATIC Micro内存卡128KByte(MMC) |
| 6ES7 953-8LJ20-0AA0 | SIMATIC Micro内存卡512KByte(MMC) |
| 6ES7 953-8LL20-0AA0 | SIMATIC Micro内存卡2MByte(MMC) |
| 6ES7 953-8LM20-0AA0 | SIMATIC Micro内存卡4MByte(MMC) |
| 6ES7 953-8LP20-0AA0 | SIMATIC Micro内存卡8MByte(MMC) |
| 开关量模板 | |
| 6ES7 321-1BH02-0AA0 | 开入模块(16点,24VDC) |
| 6ES7 321-1BH10-0AA0 | 开入模块(16点,24VDC) |
| 6ES7 321-1BH50-0AA0 | 开入模块(16点,24VDC,源输入) |
| 6ES7 321-1BL00-0AA0 | 开入模块(32点,24VDC) |
| 6ES7 321-7BH01-0AB0 | 开入模块(16点,24VDC,诊断能力) |
| 6ES7 321-1EL00-0AA0 | 开入模块(32点,120VAC) |
| 6ES7 321-1FF01-0AA0 | 开入模块(8点,120/230VAC) |
| 6ES7 321-1FF10-0AA0 | 开入模块(8点,120/230VAC)与公共电位单独连接 |
| 6ES7 321-1FH00-0AA0 | 开入模块(16点,120/230VAC) |
| 6ES7 321-1CH00-0AA0 | 开入模块(16点,24/48VDC) |
| 6ES7 321-1CH20-0AA0 | 开入模块(16点,48/125VDC) |
| 6ES7 322-1BH01-0AA0 | 开出模块(16点,24VDC) |
| 6ES7 322-1BH10-0AA0 | 开出模块(16点,24VDC)高速 |
| 6ES7 322-1CF00-0AA0 | 开出模块(8点,48-125VDC) |
| 6ES7 322-8BF00-0AB0 | 开出模块(8点,24VDC)诊断能力 |
| 6ES7 322-5GH00-0AB0 | 开出模块(16点,24VDC,独立接点,故障保护) |
| 6ES7 322-1BL00-0AA0 | 开出模块(32点,24VDC) |
| 6ES7 322-1FL00-0AA0 | 开出模块(32点,120VAC/230VAC) |
| 6ES7 322-1BF01-0AA0 | 开出模块(8点,24VDC,2A) |
| 6ES7 322-1FF01-0AA0 | 开出模块(8点,120V/230VAC) |
| 6ES7 322-5FF00-0AB0 | 开出模块(8点,120V/230VAC,独立接点) |
| 6ES7 322-1HF01-0AA0 | 开出模块(8点,继电器,2A) |
| 6ES7 322-1HF10-0AA0 | 开出模块(8点,继电器,5A,独立接点) |
| 6ES7 322-1HH01-0AA0 | 开出模块(16点,继电器) |
| 6ES7 322-5HF00-0AB0 | 开出模块(8点,继电器,5A,故障保护) |
| 6ES7 322-1FH00-0AA0 | 开出模块(16点,120V/230VAC) |
| 6ES7 323-1BH01-0AA0 | 8点输入,24VDC;8点输出,24VDC模块 |
| 6ES7 323-1BL00-0AA0 | 16点输入,24VDC;16点输出,24VDC模块 |
| 模拟量模板 | |
| 6ES7 331-7KF02-0AB0 | 模拟量输入模块(8路,多种信号) |
| 6ES7 331-7KB02-0AB0 | 模拟量输入模块(2路,多种信号) |
| 6ES7 331-7NF00-0AB0 | 模拟量输入模块(8路,15位精度) |
| 6ES7 331-7NF10-0AB0 | 模拟量输入模块(8路,15位精度)4通道模式 |
| 6ES7 331-7HF01-0AB0 | 模拟量输入模块(8路,14位精度,**) |
| 6ES7 331-1KF01-0AB0 | 模拟量输入模块(8路, 13位精度) |
| 6ES7 331-7PF01-0AB0 | 8路模拟量输入,16位,热电阻 |
| 6ES7 331-7PF11-0AB0 | 8路模拟量输入,16位,热电偶 |
| 6ES7 332-5HD01-0AB0 | 模拟输出模块(4路) |
| 6ES7 332-5HB01-0AB0 | 模拟输出模块(2路) |
| 6ES7 332-5HF00-0AB0 | 模拟输出模块(8路) |
| 6ES7 332-7ND02-0AB0 | 模拟量输出模块(4路,15位精度) |
| 6ES7 334-0KE00-0AB0 | 模拟量输入(4路RTD)/模拟量输出(2路) |
| 6ES7 334-0CE01-0AA0 | 模拟量输入(4路)/模拟量输出(2路) |
6ES7953-8LG30-0AA0
西门子PLC 逻辑运算编程梯形图与指令表举例
|
逻辑运算编程举例,程序如图所示。
//字节与操作 LD I0.0 ANDB VB1, VB2 //字或操作 MOVW VW100, VW300 ORW VW200, VW300 //双字异或操作 XORD AC0, AC1 //字节取反操作 MOVB VB5, VB6 INVB VB6
运算过程如下: VB1 VB2 VB2 0001 1100 WAND 1100 1101 → 0000 1100 VW100 VW200 VW300 0001 1101 1111 1010 WOR 1110 0000 1101 1100→ 1111 1101 1111 1110 VB5 VB6 0000 1111 INV 1111 0000 |

化学反应生产过程的PLC控制编程实例实验
一、项目所需设备、工具、材料
表1所列为采用实验模板所需的输入输出设备情况。利用扳动开关取代传感器,用指示灯代替各泵和搅拌器。
表1 实训所需设备、材料、工具表

二、训练内容
1、项目描述
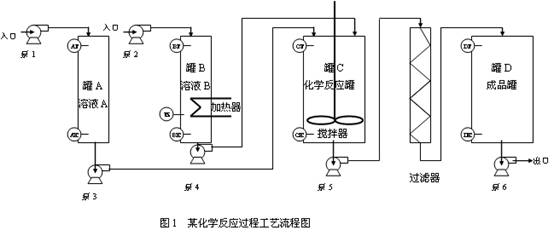
图1中表示该项目工艺要求。图中罐A、罐B的容量相等且为罐C、罐D容量的一半。要求将溶液A和溶液B分别由泵1和泵2加到罐A和罐B中,罐B满后将溶液B加热到60℃,然后用泵3和泵4把罐A和罐B中的溶液全部加入到罐C中以1比1的比例混合,罐C装满后要继续搅拌60秒进行充分的化学反应,然后由泵5把罐C中的成品全部经由过滤器送到成品罐D中,罐D装满后开启泵6把整罐成品全部抽走。接着开始新一周期的循环。注意,当罐空时,传感器应处于断开状态。
2、 实训要求
2.1 输入与输出点分配
见表2。
表2 输入与输出点分配表

2.2 PLC接线图
按照输入与输出点的分配和项目描述的控制要求,设计PLC的接线图如图2所示。如用指示灯代替泵,用24V直流电作电源。若控制实际泵应接220V交流,如图中虚线部分。“□”表示控制泵的接触器线圈或模拟中的指示灯。

2.3 程序设计
根据工艺要求设计出顺序控制功能图如图3所示。图中各步用状态继电器S表示,这里S作普通辅助继电器使用,在进入步进程序之后,开始分别进入A、B两罐的A液、B液注入程序。由于B罐要进行加热,因此,比A罐要多一步。为了同时开始将A、B两液体注入反应罐C前,关掉A罐注入泵1,人为增加一个时间定时步,已完成对S10步的复位。

当B罐加热到60℃且T0延时到,开始进入将A、B两种液体注入C罐进行反应的S3步。在打开泵3、4输送A、B两种液体的同时,搅拌器就开始搅拌,为了延续该动作到反应结束,采用SET指令。
当A罐与B罐空,而C罐满时,注入结束。进入反应计时步S4。60s后反应结束,C罐反应液将通过泵5经过滤器输送到D罐。
当D罐满时,C罐也应空。D罐通过泵6排出,当D罐空时,循环以上过程。
2.4 运行并调试程序
(1)将梯形图程序输入到计算机。
(2)下载程序到PLC,并对程序进行调试运行。
(3)调试运行并记录调试结果。
3、 编程练习
(1)为了提高效率,当A、B两罐液体排空后,关闭泵3、4后,即开始重新注入A、B两种液体,其他条件不变。
(2)如果四个罐不成比例,试重新编写顺序功能图。
(3)尝试采用基本指令完成该化学反应控制程序。
西门子PLC S7-200的SIMATIC指令集简表
|
布 尔 指 令 |
|
|
LD N LDI N LDN N LDNI N |
装载(开始的常开触点) 立即装载 取反后装载(开始的常闭触点) 取反后立即装载 |
|
A N AI N AN N ANI N |
与(串联的常开触点) 立即与 取反后与(串联的常开触点) 取反后立即与 |
|
O N OI N ON N ONI N |
或(并联的常开触点) 立即或 取反后或(并联的常开触点) 取反后立即与 |
|
LDBx N1,N2 |
装载字节比较结果N1(x:<,<=,=,>=,>,<>=)N2 |
|
ABx N1,N2 |
与字节比较结果N1(x:<,<=,=,>=,>,<>=)N2 |
|
OBx N1,N2 |
或字节比较结果N1(x:<,<=,=,>=,>,<>=)N2 |
|
LDWx N1,N2 |
装载字比较结果N1(x:<,<=,=,>=,>,<>=)N2 |
|
AWx N1,N2 |
与字节比较结果N1(x:<,<=,=,>=,>,<>=)N2 |
|
OWx N1,N2 |
或字比较结果N1(x:<,<=,=,>=,>,<>=)N2 |
|
LDDx N1,N2 |
装载双字比较结果N1(x:<,<=,=,>=,>,<>=)N2 |
|
ADx N1,N2 |
与双字比较结果N1(x:<,<=,=,>=,>,<>=)N2 |
|
ODx N1,N2 |
或双字比较结果N1(x:<,<=,=,>=,>,<>=)N2 |
|
LDRx N1,N2 |
装载实数比较结果N1(x:<,<=,=,>=,>,<>=)N2 |
|
ARx N1,N2 |
与实数比较结果N1(x:<,<=,=,>=,>,<>=)N2 |
|
ORx N1,N2 |
或实数比较结果N1(x:<,<=,=,>=,>,<>=)N2 |
|
NOT |
栈顶值取反 |
|
EU ED |
上升沿检测 下降沿检测 |
|
= N =I N |
赋值(线圈) 立即赋值 |
|
S S_BIT,N R S_BIT,N SI S_BIT,N RI S_BIT,N |
置位一个区域 复位一个区域 立即置位一个区域 立即复位一个区域 |
|
传送、移位、循环和填充指令 |
|
|
MOVB IN,OUT MOVW IN,OUT MOVD IN,OUT MOVR IN,OUT BIR IN,OUT BIW IN,OUT |
字节传送 字传送 双字传送 实数传送 立即读取物理输入字节 立即写物理输出字节 |
|
BMB IN,OUT,N BMW IN,OUT,N BMD IN,OUT,N |
字节块传送 字块传送 双字块传送 |
|
SWAP IN |
交换字节 |
|
SHRB DATA,S_BIT,N |
移位寄存器 |
|
SRB OUT,N SRW OUT,N SRD OUT,N |
字节右移N位 字右移N位 双字右移N位 |
|
SLB OUT,N SLW OUT,N SLD OUT,N |
字节左移N位 字左移N位 双字左移N位 |
|
RRB OUT,N RRW OUT,N RRD OUT,N |
字节右移N位 字右移N位 双字右移N位 |
|
RLB OUT,N RLW OUT,N RLD OUT,N |
字节左移N位 字左移N位 双字左移N位 |
|
FILL IN,OUT,N |
用指定的元素填充存储器空间 |
S7-200系列PLC的程序设计语言
在可编程控制器中有多种程序设计语言,它们是梯形图、语句表、顺序功能流程图、功能块图等。
梯形图和语句表是基本程序设计语言,它通常由一系列指令组成,用这些指令可以完成大多数简单的控制功能,例如,代替继电器、计数器、计时器完成顺序控制和逻辑控制等,通过扩展或增强指令集,它们也能执行其它的基本操作。
供S7-200系列PLC使用的STEP7-Micro/Win32编程软件支持SIMATIC和IEC1131-3两种基本类型的指令集,SIMATIC是PLC专用的指令集,执行速度快,可使用梯形图、语句表、功能块图编程语言。IEC1131-3是可编程控制器编程语言标准,IEC1131-3指令集中指令较少,只能使用梯形图和功能块图两种编程语言。SIMATIC指令集的某些指令不是IEC1131-3中的标准指令。SIMATIC指令和IEC1131-3中的标准指令系统并不兼容。我们将重点介绍SIMATIC指令。
梯形图程序设计语言是**常用的一种程序设计语言。它来源于继电器逻辑控制系统的描述。在工业过程控制领域,电气技术人员对继电器逻辑控制技术较为熟悉,因此,由这种逻辑控制技术发展而来的梯形图受到了欢迎,并得到了广泛的应用。梯形图与操作原理图相对应,具有直观性和对应性;与原有的继电器逻辑控制技术的不同点是,梯形图中的能流不是实际意义的电流,内部的继电器也不是实际存在的继电器,因此,应用时,需与原有继电器逻辑控制技术的有关概念区别对待。LAD图形指令有3个基本形式:
(1)触点:
触点符号代表输入条件如外部开关,按钮及内部条件等。CPU运行扫描到触点符号时,到触点位指定的存储器位访问(即CPU对存储器的读操作)。该位数据(状态)为1时,表示“能流”能通过。计算机读操作的次数不受限制,用户程序中,常开触点,常闭触点可以使用无数次。
(2)线圈:
线圈表示输出结果,通过输出接口电路来控制外部的指示灯、接触器等及内部的输出条件等。线圈左侧接点组成的逻辑运算结果为1时,“能流”可以达到线圈,使线圈得电动作,CPU将线圈的位地址指定的存储器的位置位为1,逻辑运算结果为0,线圈不通电,存储器的位置0。即线圈代表CPU对存储器的写操作。PLC采用循环扫描的工作方式,所以在用户程序中,每个线圈只能使用一次。
(3)指令盒:指令盒代表一些较复杂的功能。如定时器,计数器或数学运算指令等。当“能流”通过指令盒时,执行指令盒所代表的功能。
梯形图按照逻辑关系可分成网络段,分段只是为了阅读和调试方便。在举例中将网络段省去。图1是梯形图示例。

![]()

SIMATIC S7-300 可编程控制器在组合机床中的应用
喷油器是柴油内燃机的一个关键部件,是油泵油嘴行业中的主导产品之一。随着我国汽车工业的发展,对喷油器的需求无论在数量上还是质量上都有了新的要求,针对这一情况,我们设计制造了用来加工喷油器的组合机床。
该机床的机械结构复杂,动力头均由法国制造。要求加工精度高,电气挖掘系统功能强,工件加工动作紧,生产效率高。
为了实现该机床钻孔、扩孔、铰孔、攻丝及复合钻孔等功能,我们选用了SIEMENS公司的SIMATIC S7-300可编程控制器和OP15字符操作员面板来达到电气控制的目的,使机床完成在自动方式、半自动方式和手动调零方式下的运行,并且可进行参数的设置及运行状态显示。当机床出现故障时,及时地发出报警信息,准确地排除故障,这种直观的显示方式,提供了良好的人机交互界面。
S7-300可编程控制器的结构为导轨式模块组合,易于更换,可任意选择所需要的模块。而与之相配套的STEP BASIC软件则功能更加强大,具有多样化的编程方式,可在线调试程序或监视标志位、定时器、计数器的实际运行状态,实现PLC的故障诊断、信息查询等功能。
OP15字符显示操作员面板可直接显示状态信息、错误住处和过程变量,这为使用者了角机床运行状态和故障住处带来了很大的方便。
OP15的编程软件PROTOOL/LITE,用于定义OP15的功能和接口,可实现各种显示的画面。
OP15通过MPI接口与S7-300可编程控制器连接,并由S7程序通过用户数据区建立和OP15的通讯。
有了上述的硬件和软件的支持,则非常有益于系统的软件设计。
机床的程序设计采用的是分布式编程,程序分成独立的指令块,每个块包含给定的作业组的逻辑。
使用的编程方法是梯形图、语句表,根据实现的名作业功能编写出显示块、参数设置块、工作台运行块、自动循还块、动力注调整块等。这块程序块由组织块OB1调用,实现整体和程序的协调运行。
该机床经过几年的运行表明,整个系统设计合理,控制精度高,运行可靠,提高了喷油器生产的自动化水平,减小了操作人员的劳动强度,提高了生产效率。
梯形图程序设计的常用方法——转换法梯形图设计的应用举例
图5是两台电动机自动顺序联动控制的继电器电路图,将其转化为功能相同的PLC的外部接线图和梯形图。

图5两台电动机自动顺序联动控制的继电器电路图
1) 分析动作原理
按SB1,KM1得电并自锁,电动机M1转动同时时间继电器KT线圈得电,经5秒延时后KM2得电并自锁,电动机M2转动;按SB2,KM1、KM2失电,两台电动机停止。
2) 确定输入/输出信号。
根据上述分析,输入信号有SB1、SB2、FR1、FR2,输出信号有KM1、KM2,并且可设对应关系如下:SB1-X1,SB2-X2,FR1-X3,FR2-X4,KM1-Y1,KM2-Y2。
3) 画出PLC的外部接线图和对应的梯形图。


图6外部节线图 图7梯形图
图解法是靠画图进行 PLC 程序设计。常见的主要有梯形图法、逻辑流程图法、时序流程图法和步进顺控法。a 梯形图法:梯形图法是用梯形图语言去编制 PLC 程序。这是一种模仿继电器控制系统的编程方法。其图形甚至元件名称都与继电器控制电路十分相近。这种方法很容易地就可以把原继电器控制电路移植成 PLC 的梯形图语言。这对于熟悉继电器控制的人来说,是**方便的一种编程方法。
b 逻辑流程图法:逻辑流程图法是用逻辑框图表示 PLC 程序的执行过程,反应输入与输出的关系。逻辑流程图法是把系统的工艺流程,用逻辑框图表示出来形成系统的逻辑流程图。这种方法编制的 PLC 控制程序逻辑思路清晰、输入与输出的因果关系及联锁条件明确。逻辑流程图会使整个程序脉络清楚,便于分析控制程序,便于查找故障点,便于调试程序和维修程序。有时对一个复杂的程序,直接用语句表和用梯形图编程可能觉得难以下手,则可以先画出逻辑流程图,再为逻辑流程图的各个部分用语句表和梯形图编制 PLC 应用程序。
c 时序流程图法:时序流程图法使首先画出控制系统的时序图(即到某一个时间应该进行哪项控制的控制时序图),再根据时序关系画出对应的控制任务的程序框图,**后把程序框图写成 PLC 程序。时序流程图法很适合于以时间为基准的控制系统的编程方法。
d 步进顺控法:步进顺控法是在顺控指令的配合下设计复杂的控制程序。一般比较复杂的程序,都可以分成若干个功能比较简单的程序段,一个程序段可以看成整个控制过程中的一步。从整个角度去看,一个复杂系统的控制过程是由这样若干个步组成的。系统控制的任务实际上可以认为在不同时刻或者在不同进程中去完成对各个步的控制。为此,不少 PLC 生产厂家在自己的 PLC 中增加了步进顺控指令。在画完各个步进的状态流程图之后,可以利用步进顺控指令方便地编写控制程序。
PLC输入输出接口的安全保护
当输出口连接电感类设备时,为了防止电路关断时刻产生高压对输入、输出口造成破坏,应在感性元件两端加保护元件。对于直流电源,应并接续流二极管,对于交流电路应并接阻容电路。阻容电路中电阻可取51~120Ω,电容取0.1~0.47μF,电容的额定电压应大于电源的峰值电压。续流二极管可选1A的管子,其额定电压应大于电源电压的3倍。图1为输入输出口的保护示意图。

在工程实际中,一般输入输出设备不可能都直接与PLC连接。而且PLC的多个输入输出端子公用一个COM端,也不可能在一个端子上连接几根甚至十几根导线,所以,必须通过端子排连接。
端子排通常是由多片端子并排安装在导轨上组成的。每片端子的两个接口是短接的,根据需要可以将各片端子短接在一起。
PLC通过端子排与外围设备连接的示意图见图1所示。也可以采用编码呼应法标注各端子接线。

S7-200 PLC高速计数器指令的使用简介
(1)每个高速计数器都有一个32位当前值和一个32位预置值,当前值和预设值均为带符号的整数值。要设置高速计数器的新当前值和新预置值,必须设置控制字节(表6-7),令其第五位和第六位为1,允许更新预置值和当前值,新当前值和新预置值写入特殊内部标志位存储区。然后执行HSC指令,将新数值传输到高速计数器。当前值和预置值占用的特殊内部标志位存储区如表1所示。
表1 HSC0-HSC5当前值和预置值占用的特殊内部标志位存储区
|
要装入的数值 |
HSC0 |
HSC1 |
HSC2 |
HSC3 |
HSC4 |
HSC5 |
|
新的当前值 |
SMD38 |
SMD48 |
SMD58 |
SMD138 |
SMD148 |
SMD158 |
|
新的预置值 |
SMD42 |
SMD52 |
SMD62 |
SMD142 |
SMD152 |
SMD162 |
除控制字节以及新预设值和当前值保持字节外,还可以使用数据类型HC(高速计数器当前值)加计数器号码(0、1、2、3、4或5)读取每台高速计数器的当前值。因此,读取操作可直接读取当前值,但只有用上述HSC指令才能执行写入操作。
(2)执行HDEF指令之前,必须将高速计数器控制字节的位设置成需要的状态,否则将采用默认设置。默认设置为:复位和起动输入高电平有效,正交计数速率选择4×模式。执行HDEF指令后,就不能再改变计数器的设置,除非CPU进入停止模式。
(3)执行HSC指令时,CPU检查控制字节和有关的当前值和预置值。