品牌:西门子
起订:1台
供应:9999台
发货:1天内
信息标签:6SN1145-1BB00-0FA1,供应,电子、电工,工控系统及装备
点击这里进行电话呼叫
点击这里QQ咨询
联系时一定要说在【贸易商务资源网】看到的将给您优惠!如果您也想和该公司一样在网站发信息有好排名,点击立即免费注册,发布产品推广。

6SN1145-1BB00-0FA1 6SN1145-1BB00-0FA1
公司主营:数控系统,S7-200PLC S7-300PLC S7-400PLC S7-1200PLC 6ES5 ET200 人机界面,变频器,DP总线,MM420 变频器MM430 变频器MM440 6SE70交流工程调速变频器6RA70直流调速装置 SITOP电源,电线电缆,数控备件,伺服电机等工控产品.
上海隆彦电气设备有限公司竭诚为您服务
产品品牌:siemens/西门子 产品规格:全新原装
产品质量:质保保证 产品价格:价格优势
 公司大量现货!!!
公司大量现货!!!
【同样的价格、同样的品牌、[上海隆彦]会给客服不一样的服务】

联系人:李工(销售经理)
手 机:15800846971(微信同步)
Q Q : 3192212451
要买就买西门子—舒心好用一辈子,上海隆彦—您的私人备件**
------------------------------------------------------------------------
您随口的一问多少钱,我就立马放下筷子赶紧回话。
您随口的一句有没有现货,我就立马进去系统拼命地找。
您随口问了问能优惠不?我就到处想办法。
您很随便,我却很当真;您不知道我的回答,只为得到您的满意..……
只因为我和您不止是客户的关系,而是把您当我的朋友,在全力以赴做到我能做到的
您的选择您的支持是我**的动力! ————致我亲爱的客户(好朋友)
产品简述:质保一年,一年内因产品质量问题免费更新产品不收取任何费用
哪里有卖 要多少钱 哪里有 哪里能买到 要在哪里买 在哪里有卖的 价格,参数,型号,哪家便宜,比较便宜,哪里有,销售,订货号,多少钱?哪家价格好? 厂家,性能,优点,包装,用途,售后服务!哪里有卖 代理商 总代理商


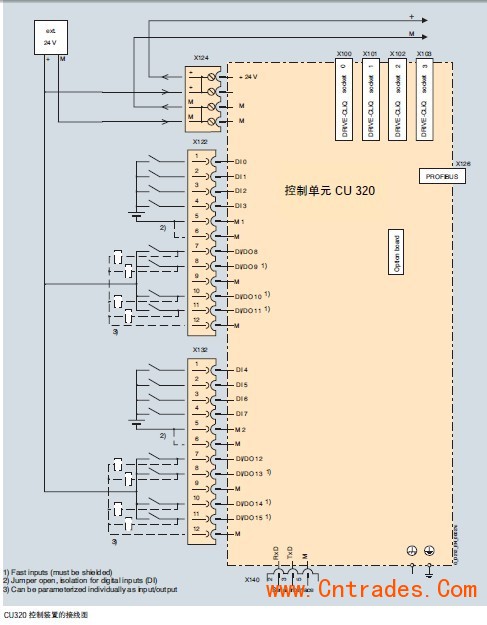
用于PROFIBUS 的 RS485 总线连接器,可用于连接 PROFIBUS 节点或 PROFIBUS 网络部件到PROFIBUS 总线电缆。用于将 PROFIBUS 节点连接到 PROFIBUS 总线电缆安装方便FastConnect 插头采用绝缘刺破连接技术,可确保极短的组装时间集成端接电阻 (6ES7 972-0BA30-0A0 中不具有)通过带 Sub-D 接口的连接器可以连接编程器,无需额外安装络节点
6SN1145-1BB00-0FA1
字节交换指令实例——西门子S7系列PLC
CAW 累加器1低字字节交换指令
格式: CAW
说明: 将累加器1低字的高位字节和低位字节交换,高字不变。
ACCU1_H-H
ACCU1_H-L
ACCU1_L-H
ACCU1_L-L
CAW指令执行前
数据A
数据B
数据C
数据D
CAW指令执行后
数据A
数据B
数据D
数据C
l CAD 累加器1字节交换指令
格式: CAD
说明:累加器1中的4个字节进行整字节交换。交换顺序如下:
ACCU1_H-H
ACCU1_H-L
ACCU1_L-H
ACCU1_L-L
CAD指令执行前
数据A
数据B
数据C
数据D
CAD指令执行后
数据D
数据C
数据B
数据A
在STEP 7中可以对整数、长整数和实数进行加、减、乘、除算术运算。算术运算指令在累加器1和2中进行,在累加器2中的值作为被减数或被除数。算术运算的结果保存在累加器1中,累加器1原有的值被运算结果覆盖,累加器2中的值保持不变。
CPU在进行算术运算时,不必考虑RLO,对RLO也不产生影响。学习算术运算指令必须注意算术运算的结果将对状态字的某些位产生影响,这些位是:CC1和CC0,OV,OS。在位操作指令和条件跳转指令中,经常要对这些标志位进行判断来决定进行什么操作。
l +I 16位整数相加指令
l -I 16位整数相减指令
l *I 16位整数相乘指令
l / I 16位整数除法指令
l +D 32位整数相加指令
l -D 32位整数相减指令
l * D 32位整数相乘指令
l / D 32位整数除法指令
l MOD 32位整数除法取余数指令
例3.7.1
L MW0 // 将MW 0中的值装入累加器1低字
L MW2 // 将MW 2中的值装入累加器1低字,累加器1低字中的原值移入累加器2低字
+I // 将累加器l低字和累加器2中的低字相加
T MW10 // 将运算结果送到MW 10
* FBD 格式
与STL语句表指令不同处在于多了使能输入端EN和使能输出端ENO。只有当I 0.0=1时,才进行加法运算。如果运算的结果超出范围或者I 0.0=0,则Q 4.0=0。
PLC的主要应用领域分类
目前,PLC在国内外已广泛应用于钢铁、石油、化工、电力、建材、机械制造、汽车、轻纺、交通运输、环保及文化娱乐等各个行业,使用情况主要分为如下几类:
1.开关量逻辑控制
取代传统的继电器电路,实现逻辑控制、顺序控制,既可用于单台设备的控制,也可用于多机群控及自动化流水线。如注塑机、印刷机、订书机械、组合机床、磨床、包装生产线、电镀流水线等。
2.工业过程控制
在工业生产过程当中,存在一些如温度、压力、流量、液位和速度等连续变化的量(即模拟量),PLC采用相应的A/D和D/A转换模块及各种各样的控制算法程序来处理模拟量,完成闭环控制。PID调节是一般闭环控制系统中用得较多的一种调节方法。过程控制在冶金、化工、热处理、锅炉控制等场合有非常广泛的应用。
3.运动控制
PLC可以用于圆周运动或直线运动的控制。一般使用专用的运动控制模块,如可驱动步进电机或伺服电机的单轴或多轴位置控制模块,广泛用于各种机械、机床、机器人、电梯等场合。
4.数据处理
PLC具有数学运算(含矩阵运算、函数运算、逻辑运算)、数据传送、数据转换、排序、查表、位操作等功能,可以完成数据的采集、分析及处理。数据处理一般用于如造纸、冶金、食品工业中的一些大型控制系统。
5.通信及联网
PLC通信含PLC间的通信及PLC与其它智能设备间的通信。随着工厂自动化网络的发展,现在的PLC都具有通信接口,通信非常方便。
PLC减法指令要素——助记符、指令代码、操作数、程序步
减法指令的助记符、指令代码、操作数、程序步如表 2 所示。
减法指令的要素
指令名称
助记符
指令代码位数
操作数范围
程序步
S1(.)
S2(.)
D(.)
减法
SUB
SUB(P)
FNC21
(16/32)
K 、 H
KnX 、 KnY 、 KnM 、 KnS
T 、 C 、 D 、 V 、 Z
KnY 、 KnM 、KnS
T 、 C 、 D 、V 、 Z
SUB 、 SUBP…7 步
DSUB 、 DSUBP…13步
SUB 减法指令是将指定的源元件中的二进制数相减,结果送到指定的目标元件中去。 SUB 减法指令的说明如图 2 表示。
图 2 减法指令使用说明
当执行条件 X0 由 OFF → ON 时, [D10]-[D12] → [D14] 。运算是代数运算,如 5- ( -8 )=13 。
各种标志的动作、 32 位运算中软元件的指定方法、连续执行型和脉冲执行型的差异均与上述加法指令相同。
乘法指令的要素
指令名称
助记符
指令代码位数
操作数范围
程序步
S1(.)
S2(.)
D(.)
乘法
MUL
MUL(P)
FNC22
(16/32)
K 、 H
KnX 、 KnY 、KnM 、 KnS
T 、 C 、 D 、V 、 Z
KnY 、KnM 、KnS
T 、 C、 D 、V 、 Z
MUL 、MULP…7 步
DMUL 、DMULP…13 步
MUL 乘法指令是将指定的源元件中的二进制数相乘,结果送到指定的目标元件中去。 MUL 乘法指令使用说明如图1 所示。它分 16 位和 32 位两种情况。
图 1 乘法指令使用说明
当为 16 位运算,执行条件 X0 由 OFF → ON 时, [D0]x[D2] → [D5 , D4] 。源操作数是 16 位,目标操作数是 32 位。当 [D0]=8 , [D2]=9 时, [D5 , D4]=72 。**高位为符号位, 0 为正, 1 为负。
当为 32 位运算,执行条件 X0 由 OFF → ON 时, [D1 、 D0]x[D3 、 D2] → [D7 、 D6 、 D5 、D4] 。源操作数是 32 位,目标操作数是 64 位。当 [D1 、 D0]=238 , [D3 、 D2]=189 时, [D7 、 D6 、 D5 、D4]=44982 ,**高位为符号位, 0 为正, 1 为负。
如将位组合元件用于目标操作数时,限于 K 的取值,只能得到低位 32 位的结果,不能得到高位 32 位的结果。这时,应将数据移入字元件再进行计算。
用字元件时,也不可能监视 64 位数据,只能通过监视高位 32 位和低 32 位。 V 、 Z 不能用于 [D] 目标元件。


机床刀架运动控制系统的设计(附PLC接线图和梯形图)
图1给出了钻削加工时刀架的运动示意图。刀架开始时在限位开关X4处,按下起动按钮X0,刀架左行,开始钻削加工,到达限位开关X3所在位置时停止进给,钻头继续转动,进行无进给切削,6s后定时时间到,刀架自动返回起始位置。
在电动机正反转控制梯形图的基础上,设计出满足要求的PLC外部接线图和梯形图(见图2和图1)。为使刀架的进给运动自动停止,将左限位开关X3的常闭触点与控制进给的Y0的线圈串联。为了在左限位开关X3处进行无进给切削,用X3的常开触点来控制定时器T0的线圈,T0的定时时间到时,其常开触点闭合,给控制Y1的起保停电路提供起动信号,使Y1的线圈通电,刀架自动返回。刀架离开X3所在位置后,X3的常开触点断开,T0被复位。刀架回到X4所在位置时,X4的常闭触点断开,使Y1的线圈断电,刀架停在起始位置。

