品牌:西门子
起订:1台
供应:9999台
发货:1天内
信息标签:西门子6SL3330-7TG41-0AA3,供应,电子、电工,工控系统及装备
点击这里进行电话呼叫
点击这里QQ咨询
联系时一定要说在【贸易商务资源网】看到的将给您优惠!如果您也想和该公司一样在网站发信息有好排名,点击立即免费注册,发布产品推广。

西门子6AV6643-0CD01-1AX2西门子PLC模块一级代理商 西门子触摸屏一级代理商 西门子电线电缆一级代理商 西门子变频器一级代理商 西门子中国一级代理商 西门子授权代理商 西门子PLC模块全新原装现货销售
我公司专营西门子 伺服电机 S7-300 S7-200 S7-400 6GK系列 所有型号PLC 变频器 数控系统 触摸屏 价格优势 信誉可靠 西门子原装产品 质量可靠 我公司承诺 凡我公司售出所有系列产品 质保一年 凡一年内有任何质量问题 可立即换新 不收任何费用 欢迎来电询问该系列产品 相关信息
------------------------
联 系 人 : l李建
24 小时 服务 热线:15800846971
电 话 : 021-61311951
工 作 (Q Q) :3192212451
本公司只销售西门子原装**,享受西门子官*免费一年保修!
----------------
西门子6AV6643-0CD01-1AX2西门子总线电缆6XV1830-0EH10
铝箔、裸金属丝编织双层屏蔽,实心裸铜线导体,2芯并合成对,芯线红绿二色,绿色环保PVC外护套,外观紫色。
Profibus DP 电缆 采用实心裸铜线导体作芯线,加厚铝箔和加密裸金属丝编织层,屏蔽效果好,紫色PVC外护套。具有良好的信号传输性能。
6XV1830-0EH10
L2电缆 2芯屏蔽(PROFIBUS总线电缆)(原6XV1830-0AH10已升级为6XV1830-0EH10)
符合VDE 0472标准;B类试验(1)。
带米标识,分100米、200米、500米、1000米木轮包装。
工作参数:单线传输**规格:1000m,加中继器可延长至10000m
6XV1830-0EH10 L2电缆 2芯屏蔽(PROFIBUS总线电缆)(原6XV1830-0AH10已升级为6XV1830-0EH10)
符合VDE 0472标准;B类试验(1)。
带米标识,分100米、200米、500米、1000米木轮包装。
工作参数:单线传输**规格:1000m,加中继器(6ES7972-0AA00-0xA0)可延长至10000m
触摸屏:精彩系列面板:SAMRT700 SMART1000 按键面板:KP8 KP8F PP7/PP17微型面板:TD200 TD200C TD400C OP73micro TP177micro移动面板:MP177 MP277精简面板: KP300 KTP400 KTP600单色 KTP600彩色 KPT1000 TP1500精智面板: KP400comfort KTP400comfort TP700 comfort KP700 comfort KP900 TP900comfort KP1200 TP1200
SIMATIC HMI人机界面产品真正满足不同用户的个性化需求,使您完美监控生产进程,保证您的机器和工厂时刻处于优化的高效运行状态。引领技术趋势随着生产过程的日益复杂,生产机器和系统需要完成的控制任务更加多样。简化这种日益增长的复杂性是我们开发每件HMI新产品的主要目标。开放的,标准化的硬件和软件接口使我们的产品遍及**各个角落。
SIMATIC HMI 使您全面监控从简单的按钮面板到生产过程可视化监控系统,SIMATIC HMI全系列产品满足各种应用场合,包括个性化定制解决方案。
SIMATIC WinCC是西门子公司基于PC的人机界面软件系统。从面市伊始,用户就对SIMATIC WinCC印象深刻。一方面,是其高水平的创新,它使用户在早期就认识到即将到来的发展趋势并予以实现; 另一方面,是其基于标准的长期产品战略,可确保用户的投资利益。
凭籍这种战略思想,WinCC,这一运行于Microsoft Windows 2000、 XP和Windows Server 2003下的Windows控制中心,已发展成为 欧洲市场中的**,乃至业界遵循的标准。如果你想使设备和机器 **化运行,如果你想**程度地提高工厂的可用性和生产效率 WinCC当是上乘之选。
WinCC**引人注目之处还是其广泛的应用范围。独立于工艺技术和行业的基本系统设计,模块化的结构,以及灵活的扩展方式,使其不但可以用于机械工程中的单用户应用,而且还可以用于复杂的多用户解决方案,甚至是工业和楼宇技术中包含有几个服务器和客户机的分布式系统。WinCC集生产自动化和过程自动化于一体,实现了相互之间的整合,这在各种工业领域的应用实例中业已证明。
西门子6AV6643-0CD01-1AX2西门子变频器以其强大的品牌效应,打破了以前日本品牌变频器在中国市场上的垄断地位,据有关专业市场调研机构的统计,西门子的高低压变频器在中国市场上已位居**。
西门子变频器在中国市场的使用**早是在钢铁行业,
西门子变频器(图1)
然而在当时电机调速还是以直流调速为主,变频器的应用还是一个新兴的市场,但随着电子元器件的不断发展以及控制理论的不断成熟,变频调速已逐步取代了直流调速,成为驱动产品的主流,西门子变频器因其强大的品牌效应在这巨大的中国市场中取得了超规模的发展,西门子在中国变频器市场的成功发展应该说是西门子品牌与技术的完美结合。在中国市场上我们能碰到的早期的西门子变频器主要有电流源的SIMOVERT A,以及电压源的SIMOVERT P,这些变频器也主要由于设备的引进而一起进入了中国的市场,目前仍有少量的使用,而其后在中国市场大量销售的主要有MICRO MASTER和MIDI MASTER,以及西门子变频器**为成功的一个系列SIMOVERT MASTERDRIVE,也就是我们常说的6SE70系列。它不仅提供了通用场合使用的AC变频器,也提供了在造纸,化纤等特殊行业要求使用的多电机传动的直流母线方案。当然西门子也推出了在我个人看来技术上比较失败然而在市场上却相当成功的ECO变频器,在技术上的失败主要是由于它有太高的故障率,市场上的成功主要是因为它超越了富士变频器成为中国市场的**品牌。现在西门子在中国市场上的主要机型就是MM420,MM440.6SE70系列。
西门子6SL3330-7TG41-0AA3
电梯PLC控制简介
电梯是现代建筑内关系到人民生命财产安全的重要交通工具。如何提高电梯的运行效率、降低电梯能耗以及减少机械磨损、延长电梯的使用寿命,都是非常重要的研究课题。电梯是楼层用以固定提升的成套设备,具有安全可靠、乘坐舒适、停层准确、操作简便、运输效率高等特点。它由提升曳引系统、引导系统、安全装置和电控系统组成。
目前电梯的控制普遍采用了两种方式,一是采用微机作为信号控制单元,完成电梯信号的采集、运行状态和功能的设定,实现电梯的自动调度和集选运行功能,拖动控制则由变频器来完成;第二种控制方式用可编程控制器(PLC)取代微机实现信号集选控制。从控制方式和性能上来说,这两种方法并没有太大的区别。国内厂家大多选择第二种方式,其原因在于生产规模较小,自己设计和制造微机控制装置成本较高;而PLC可靠性高,程序设计方便灵活。本设计在用三菱 FX2系列PLC控制静磁栅位移传感器实现电梯平层控制。
静磁栅位移传感器在电梯控制系统中的作用为电梯平层控制的调整,电控系统是电梯的“**”,其质量的好与坏直接影响电梯质量。客梯和医用梯都讲究乘坐舒适,而舒适感与运行时间有关。要想乘坐舒适,就要延长加、减速时间,因而使运行时间随之延长,电梯运行效率降低。所以,为了使电梯具有较高的运行效率,加减速度应该有一个合适的限度,而且变化要平稳,这就对电控系统提出了如下要求:
安全可靠,排除故障方便,在满足使用要求前提下,线路越简单越好。
噪声和振动小,选择元件要合理,电磁声不能大,安装零件的结构件要有足够刚度,且有防松措施。
能适应频繁起动、停止、调整及换向的工作要求,调速性能好,工作方式易于转换。加、减速和等速要平稳,速度曲线平滑,到站前无微动。
能实现自动平层,且平层必须准确。
能适应在较大范围内变动地提升载荷,能重载起动。
根据电梯运行的特点及以上要求,电梯的运行速度应当符合图1所示曲线。平层误差应符合表1规定。

siemens S300 PLC空压站自动化控制系统
在棉纺织企业广泛使用喷气织机的情况下,空压站建设是一项重要的辅助工程。在天津纺织园区所有空压站配备的主要设备为离心式空气压缩机、冷冻式空气干燥器,通过储气罐、连接管道和阀门等组成压缩空气供气系统,并配套冷却系统、仪表空气系统,计算机检测系统,以实现空压站为生产一线保证不同压力、不同负荷的用气需求。在此前提下确保合格的供气品质,满足稳定的气源压力,自动调节供气流量等是空压站自动控制的基本任务。随着自动化水平的不断提高,关于建设无人值守空压站的讨论,是一个发展过程中的必然的课题。
空气系统自动控制的必要性
应用在天纺投资控股有限公司棉纺一工厂的空压站,安装有4台70M3/min4台,53M3/min4台,48M3/min2台,43M3/min4台离心式空压机和1台42.5M3/min螺杆式空压机,配有相应处理量的冷冻式干燥器。空压机设备自身带有的CMC控制器,能够自动控制和保护主机的运转,自动提示工作信息,具有故障报警和保护停机功能,能自动根据用气量的大小加载或卸载,并配有LCD显示屏供现场观察各工艺参数和设备状态,具有RS422/485通讯接口,可以实现与现场控制室计算机监控系统的完整连接。
目前,空压站的自控系统通过西门子S7-300可编程控制器,将部分空压机的实时运行数据通过RS422/485通讯接口采集进PLC控制系统,并将数据传送到现场控制室计算机上进行显示,以代替传统仪表。但是没有对空压机进行控制。
空压机设备自带的CMC控制器已经能很好的控制单台空压机,但是不具备对空压系统的整体调控能力。在空压系统中,相对单台空压机的调整,空压系统的整体自动调控具有更重要的意义:
■单台空压机无法保证空压系统整体供气压力的稳定,而空压系统的整体自控可以有效保持系统内空气压力稳定。
■整体的负载平衡,减少排气放空,可以节约更多的能源,节省人力成本。
■可以实现无人操作,根据实际需要自动开机或加载空压机以保持系统压力。
■可以定时间断地记录空压机运行数据和报警,如跳车、喘振、通讯故障、压力等。
在已有的PLC系统中,没有实现空压系统的整体调控功能。由于空压机自带的CMC控制器提供了RS422/485通讯接口,所有的数据采集和控制功能都通过通讯接口来实现,对比原有的控制系统,不需要增加硬件设备的投资,只需要改进和增加控制软件即可实现空压系统的整体控制。
除空压机设备外,还可以将与空压机配套的冷冻式干燥器集成到RS422/485网络中来,实现空压供气设备的全面自控。
空压站其他系统的自动控制
除空压供气系统外,空压站的其他系统也需要进行自动控制,如水循环冷却系统等。这些系统的控制方法与空压供气系统不同,主要是采用传统控制模式。使用仪表采集需要的运行参数,进行数据处理和分析运算后,输出控制信号给执行机构就可以实现系统的自动控制。
自动控制具有以下优点:
■操作简单,可以实现无人值守;
■良好的实时调节,防止了人为因素滞后;
■具有高可靠性;
■减轻工作人员负担;
■节省人力成本。
需要控制的参数和可能的控制方式
空压站需要的控制需求;⑴高、低压供气压力控制(机组自动开停控制);⑵系统自动排水控制;⑶循环水液位控制和自动加药控制;⑷所需压缩空气温度、循环水温度等参数控制等等。
空压系统的整体自动调控一般可以使用以下2种方法之一来实现:
⑴采用PLC系统进行通讯和控制。
⑵可以采用英格索兰公司或自己编制的控制软件。
**种方法可靠性高,适用于工业控制系统。当监控计算机出现故障时,PLC还可以按照设定的程序进行自动控制。
第二种方法是通过控制系统的计算机进行单独的分析运算进行控制,它具有较好的灵活性,但缺点是如果出现如计算机死机等故障时,有可能影响系统的正常运行。好在计算机的一般恢复往往不需要太多的时间。
除空压供气系统自控外,空压站可与制冷站、热力站系统一起建立设备控制网络,实现集中控制,或与工厂控制中心联网,由控制中心的控制器实时远程监控,实现真正的无人值守。
系统构成
对于以上讨论,如果需要实现空压站的整体自控,又许多成熟PLC自控系统可以选用,现以ZH公司的PLC自控系统为例。
该自控系统选用西门子S7-300系列可编程控制器,带有RS422/485网络接口,支持MODBUS等相关网络通讯协议。该系统可以采用专用工业通讯网络技术实施远程联网。空压站自控设备可根据生产实际情况和各设备的特点,以及可能存在的问题,综合各方面因素后确立分级控制网络的实施方案,如图1所示。
■硬件配置
现场仪表,受控设备、执行器、带有串行通讯接口的设备(如空压机,冷干机等),PLC和监控计算机。
■软件功能
选用专用的工业组态软件(如WINCC或iFIX)用来监视和操作整个生产过程,为控制系统提供通讯、显示及报表管理等功能,各设备控制器自成一子系统,其应用程序功能包括:信息采集,设备控制,故障报警,连锁保护,以及数据处理和通信传输。
在系统实施过程中,还可引入故障检测和故障诊断的处理程序,能够提高系统的智能化程度,有利于进一步改善自控系统的有效性和可靠性,通过优化调度策略,软件连锁保护等自动控制功能模式的应用,有望将自动化水平提升到更高层次,可以为确定空压机设备状态检修点提供依据,并由此获得更大的效益。
结论
总之通过自动化控制可以克服由于人为因素造成的调节滞后等不利因素,减少运行参数的波动,达到减少用工和节约能源的目的。对于提升天纺控股有限公司的整体技术水平是相当重要的。
西门子PLC 逻辑运算编程梯形图与指令表举例
|
逻辑运算编程举例,程序如图所示。
//字节与操作 LD I0.0 ANDB VB1, VB2 //字或操作 MOVW VW100, VW300 ORW VW200, VW300 //双字异或操作 XORD AC0, AC1 //字节取反操作 MOVB VB5, VB6 INVB VB6
运算过程如下: VB1 VB2 VB2 0001 1100 WAND 1100 1101 → 0000 1100 VW100 VW200 VW300 0001 1101 1111 1010 WOR 1110 0000 1101 1100→ 1111 1101 1111 1110 VB5 VB6 0000 1111 INV 1111 0000 |
比较两个实数——西门子S7系列PLC
|
指 令 |
说 明 |
|
= =R |
比较累加器2中的32位实数是否等于累加器l中的实数 |
|
<>R |
比较累加器2中的32位实数是否不等于累加器l中的实数 |
|
>R |
比较累加器2中的32位实数是否大于累加器1中的实数 |
|
<R |
比较累加器2中的32位实数是否小于累加器1中的实数 |
|
>=R |
比较累加器2中的32位实数是否大于等于累加器1中的数 |
|
<=R |
比较累加器2中的32位实数是否小于等于累加器l中的数 |
例3.5.2:
如果存储双字MD 24中的实数大于1.0,则输出Q 4.1为1;若小于1.0则输出Q 4.2为1。
L MD 24
L +1.359E+02
>R
= Q 4.1 //若(MD 24)>+1.359E+02,Q 4.1为1,否则为0
<R
= Q 4.2 //若(MD 24)<+1.359E+02,Q 4.2为l,否则为0
例3.5.3
这是一个限值监测程序,当数据字DBWl5的值大于l05时,输出Q 4.0为1;当数据字DBWl5的值小于77时,输出Q 4.1为1;数值在77到105范围内时,输出Q 4.0和Q 4.1均为0。下面是与其对应的语句表程序:
L DBW 15
L +l05
>I
= Q 4.0
L DBW 15
L +77
<I
= Q 4.1转换指令将累加器1中的数据进行类型转换,转换的结果仍在累加器l中。能够实现的转换操作有:BCD码和整数及长整数间的转换,实数和长整数间的转换,数的取反、取负,字节扩展等。
在STEP 7中,整数和长整数是以补码形式表示的。BCD码数值有两种:一种是字(16位)格式的BCD码数,其数值范围从-999到+999;另一种是双字(32位)格式的BCD码数,范围从-9999999到+9999999。
|
指令 |
说 明 |
|
BTI |
将累加器1低字中的3位BCD码数转换为16位整数 |
|
BTD |
将累加器1中的7位BCD码数转换为32位整数 |
|
ITB |
将累加器1低字中的16位整数转换为3位BCD码数 |
|
ITD |
将累加器l低字中的16位整数转换为32位整数 |
|
DTB |
将累加器1中的32位整数转换为7位BCD码数 |
|
DTR |
将累加器1中的32位整数转换为32位浮点数 |
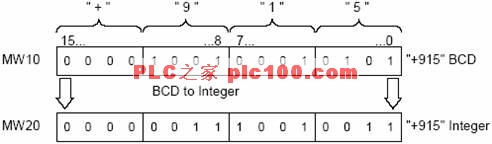
l BTI指令
SLT格式: BTI
说明:将累加器1低字中的3位BCD码数转换为16位整数,装入累加器1的低字中(0~11位);低字的**高位(15位)为符号位。
累加器1的高字及累加器2的内容不变。
例3.6.1 L MW 10
BTI
T MW20
l BTD指令
SLT格式: BTD
说明:将累加器1中的7位BCD码数转换为32位整数,装入累加器1中,(0~27位);**高位(31位)为符号位。l ITB指令
SLT格式: ITB
说明: 将累加器1低字中的16位整数转换为3位BCD码数,16位整数的范围是-999~+999。如果欲转换的数据超出范围,则有溢出发生,同时将OV和OS位置位。
累加器1的低字中(0~11位)存放三位BCD码。(12~15)位作为符号位,(0000)表示正数,(1111)表示负数。累加器1高字(16~31位)不变。
例3.6.2
L MW 10
ITB
T MW20

l ITD指令
SLT格式: ITD
说明: 将累加器l低字中的16位整数转换为32位整数,16位整数的范围是-999~+999。如果欲转换的数据超出范围,则有溢出发生,同时将OV和OS位置位。
累加器1的低字中(0~11位)存放三位BCD码。(12~15)位作为符号位,(0000)表示正数,(1111)表示负数。累加器1高字(16~31位)不变。
例3.6.3 L MW 10
ITB
T MW20

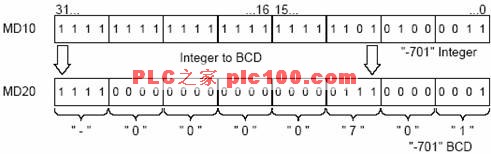
l DTB指令
SLT格式: DTB
说明: 将累加器1中的32位整数转换为7位BCD码数,32位整数的范围是-9999999~+9999999。如果欲转换的数据超出范围,则有溢出发生,同时将OV和OS位置位。
累加器1中(0~27位)存放7位BCD码。(28~31)位作为符号位,(0000)表示正数,(1111)表示负数。
例3.6.4
L MD 10
DTB
T MD20
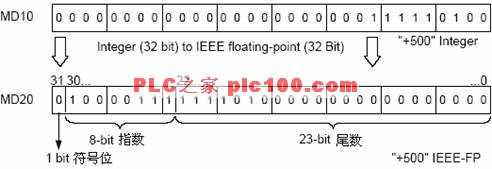
l DTR指令
SLT格式: DTR
说明: 将累加器1中的32位整数转换为32位浮点数(IEEE-FP)
例3.6.5
L MD 10
DTR
T MD20
S7-200PLC的外形结构
1.状态指示灯(LED)显示CPU所处的工作状态。
SF——System Fault(系统错误)
RUN——运行
STOP——停止
2.存储卡接口可以插入存储卡
3.通信接口可以连接RS-485总线的通信电缆
_ EMBED PBrush ___
4.顶部端子盖下边为输出端子和PLC供电电源端子。输出端子的运行状态可以由顶部端子盖下方一排指示灯显示,ON状态对应指示灯亮。
_ EMBED PBrush ___
5.底部端子盖下边为输入端子和传感器电源端子。输入端子的运行状态可以由底部端子盖上方一排指示灯显示,ON状态对应指示灯亮。
6.前盖下面有运行、停止开关和接口模块插座。将开关拨向停止位置时,PLC处于停止状态,此时可以对其编写程序。将开关拨向运行位置时,PLC处于运行状态,此时不能对其编写程序。将开关拨向监控(Term)状态,可以运行程序,同时还可以监视程序运行的状态。接口插座用于连接扩展模块,实现I/O扩展。
