品牌:西门子
起订:1台
供应:9999台
发货:1天内
信息标签:西门子S120控制器模块6SL3210-1SE21-0UA0,供应,电子、电工,工控系统及装备
点击这里进行电话呼叫
点击这里QQ咨询
联系时一定要说在【贸易商务资源网】看到的将给您优惠!如果您也想和该公司一样在网站发信息有好排名,点击立即免费注册,发布产品推广。

西门子S120控制器模块6SL3210-1SE21-0UA0 西门子S120控制器模块6SL3210-1SE21-0UA0

产品品牌:siemens/西门子
产品规格:全新原装
产品质量:质量保证
产品价格:价格优势
 公司大量现货!!!
公司大量现货!!!
【同样的价格、同样的品牌、给您不一样的服务】
上海隆彦自动化科技有限公司(西门子系统集成商)专业销售西门子S7-200/300/400/1200PLC、数控系统、变频器、人机界面、触摸屏、伺服、电机、西门子电缆等,并可提供西门子维修服务,欢迎来电垂询
联系人: 李 建 (销售经理)
手机 :15800846971
QQ :3192212451
西门子S120控制器模块6SL3210-1SE21-0UA0

新型的SIMATICS7-1500控制器除了包含多种创新技术之外,还设定了新标准,**程度提高生产效率。无论是小型设备还是对速度和准确性要求较高的复杂设备装置,都一一适用。SIMATICS7-1500无缝集成到TIA博途中,极大提高了工程组态的效率。






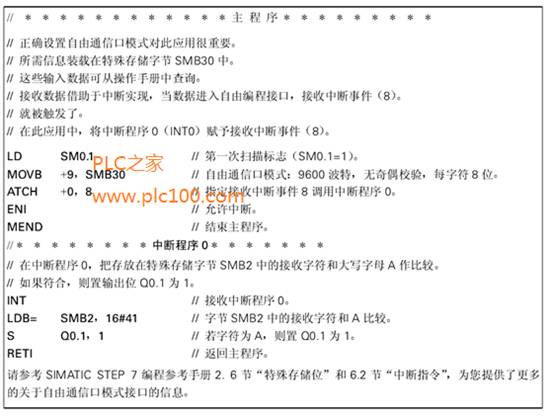
西门子S7 PLC自由通信口模式的应用(打印机和条形码阅读程序)
|
西门子S7 PLC的自由通信口模式(Freeport Mode)的通信协议可自由定义,通信所需要的信息存放在特殊存储字节SMB30中,用户须作如下说明: 奇偶校验 每个字符的位数 波特率 自由通信口模式可以接收和发送数据。本例用一个仿真的打印机程序来描述数据发送,再用一个条形码阅读程序来说明数据接收。 例图
打印机程序框图
打印机程序和注解 此程序描述向打印机发送数据。为了简化此例,窗口下的终端程序可代替打印机作为接收器边接。打印泪L或终端的组态特性为9600波特,无奇偶校验,每字符8位。 本程序长度为13个字 //正确设置自山通信日模式对此应用很重要。 //所需信息装载在特殊存储字节SMB30中。 //这些输入数据可从操作手册中查询。 //发送命令XM丁包含了发送信息缓冲区的起始地址,该地址单元中只包含了发送信息的长度(以字节为单位)。
条形码阅读器程序框图
条形码阅读器程序和注解 该程序描述数据接收,条形码阅读器通过接日把读到的数据用自山通信日模式发给SIMATIC S7-200。为简化此例,窗口下的终端程序可代替条形码阅读器作为发送器连接。 本程序长度为15个字。
|
西门子PLC触点并联指令:O(Or)/ON(Or not)功能举例说明
(1)指令功能
O:或操作,在梯形图中表示并联连接一个常开触点。
ON:或非操作,在梯形图中表示并联连接一个常闭触点。
(2)指令格式如图1所示
梯形图

语句表


图1 O/ON 指令的使用
(3)O/ON指令使用说明:
2 2 O/ON指令可作为并联一个触点指令,紧接在LD/LDN指令之后用,即对其前面的LD/LDN指令所规定的触点并联一个触点,可以连续使用。
2 2 若要并联连接两个以上触点的串联回路时,须采用OLD指令。
2 2 ON操作数:I、Q、M、SM、V、S
立即类指令是指执行指令时不受S7-200循环扫描工作方式的影响,而对实际的I/O点立即进行读写操作。分为立即读指令和立即输出指令两大类。
立即读指令用于输入I接点,立即读指令读取实际输入点的状态时,并不更新该输入点对应的输入映像寄存器的值。如:当实际输入点(位)是1时,其对应的立即触点立即接通;当实际输入点(位)是0时,其对应的立即触点立即断开。
立即输出指令用于输出Q线圈,执行指令时,立即将新值写入实际输出点和对应的输出映像寄存器。
立即类指令与非立即类指令不同,非立即指令仅将新值读或写入输入/输出映像寄存器。
立即类指令的格式及说明如表1所示。
表1 立即类指令的格式及说明

**转换开关的结构和工作原理
**转换开关(文字符号SA)的作用:是用于不频繁接通与断开的电路,实现换接电源和负载,是一种多档式、控制多回路的主令电器。
转换开关由转轴、凸轮、触点座、定位机构、螺杠和手柄等组成。当将手柄转动到不同的档位时,转轴带着凸轮随之转动,使一些触头接通,另一些触头断开。它具有寿命长,使用可靠、结构简单等优点,适用于交流50Hz、380V,直流220V及以下的电源引入,5KW以下小容量电动机的直接启动,电动机的正、反转控制及照明控制的电路中,但每小时的转换次数不宜超过15~20次。

**转换开关的符号表示

**转换开关符号表示
上图显示了开关的档位、触头数目及接通状态,表中用“×”表示触点接通,否则为断开,由接线表才可画出其图形符号。具体画法是:用虚线表示操作手柄的位置,用有无“.”表示触点的闭合和打开状态,比如,在触点图形符号下方的虚线位置上画“.”,则表示当操作手柄处于该位置时,该触点是处于闭合状态;若在虚线位置上未画“.”时,则表示该触点是处于打开状态。
用西门子PLC构成四节传送带控制系统
一、设计目标
用PLC构成四节传送带控制系统

二、实验内容
1. 1. 控制要求
起动后,先起动**末的皮带机,1s后再依次起动其它的皮带机;停止时,先停止**初的皮带机,1s后再依次停止其它的皮带机;当某条皮带机发生故障时,该机及前面的应立即停止,以后的每隔1s顺序停止;当某条皮带机有重物时,该皮带机前面的应立即停止,该皮带机运行1s后停止,再1s后接下去的一台停止,依此类推
2.I/O分配
输入 输出
起动按钮: I0.0 M1:Q0.1
停止按钮: I0.5 M2:Q0.2
负载或故障A:I0.1 M3:Q0.3
负载或故障B:I0.2 M4:Q0.4
负载或故障C:I0.3
负载或故障D:I0.4
三、四节传送带故障设置控制语句表
|
1 |
LD |
I0.0 |
36 |
LD |
T41 |
71 |
R |
Q0.3,1 |
|
2 |
O |
M0.1 |
37 |
R |
Q0.3,1 |
72 |
= |
M1.3 |
|
3 |
A |
I0.5 |
38 |
= |
M0.6 |
73 |
LD |
M1.3 |
|
4 |
AN |
I0.1 |
39 |
LD |
M0.6 |
74 |
TON |
T47,+10 |
|
5 |
AN |
I0.2 |
40 |
TON |
T42,+10 |
75 |
LD |
T47 |
|
6 |
AN |
I0.3 |
41 |
LD |
T42 |
76 |
R |
Q0.4,1 |
|
7 |
AN |
I0.4 |
42 |
R |
Q0.4,1 |
77 |
LD |
I0.3 |
|
8 |
S |
Q0.4,1 |
43 |
LD |
I0.1 |
78 |
O |
M0.4 |
|
9 |
= |
M0.1 |
44 |
O |
M0.7 |
79 |
AN |
I0.0 |
|
10 |
LD |
M0.1 |
45 |
AN |
I0.0 |
80 |
R |
Q0.1,1 |
|
11 |
TON |
T37,+10 |
46 |
R |
Q0.1,1 |
81 |
R |
Q0.2,1 |
|
12 |
LD |
T37 |
47 |
= |
M0.7 |
82 |
R |
Q0.3,1 |
|
13 |
S |
Q0.3,1 |
48 |
LD |
M0.7 |
83 |
= |
M1.4 |
|
14 |
= |
M0.2 |
49 |
TON |
T43,+10 |
84 |
LD |
M1.4 |
|
15 |
LD |
M0.2 |
50 |
LD |
T43 |
85 |
TON |
T48,+10 |
|
16 |
TON |
T38,+10 |
51 |
R |
Q0.2,1 |
86 |
LD |
T48 |
|
17 |
LD |
T38 |
52 |
= |
M1.0 |
87 |
R |
Q0.4,1 |
|
18 |
S |
Q0.2,1 |
53 |
LD |
M1.0 |
88 |
LD |
I0.4 |
|
19 |
= |
M0.3 |
54 |
TON |
T44,+10 |
89 |
O |
M1.5 |
|
20 |
LD |
M0.3 |
55 |
LD |
T44 |
90 |
AN |
I0.0 |
|
21 |
TON |
T39,+10 |
56 |
R |
Q0.3,1 |
91 |
R |
Q0.1,1 |
|
22 |
LD |
T39 |
57 |
= |
M1.1 |
92 |
R |
Q0.2,1 |
|
23 |
S |
Q0.1,1 |
58 |
LD |
M1.1 |
93 |
R |
Q0.3,1 |
|
24 |
LD |
I0.5 |
59 |
TON |
T45,+10 |
94 |
R |
Q0.4,1 |
|
25 |
O |
M0.4 |
60 |
LD |
T45 |
95 |
= |
M1.5 |
|
26 |
AN |
I0.0 |
61 |
R |
Q0.4,1 |
|
|
|
|
27 |
R |
Q0.1,1 |
62 |
LD |
I0.2 |
|
|
|
|
28 |
= |
M0.4 |
63 |
O |
M1.2 |
|
|
|
|
29 |
LD |
M0.4 |
64 |
AN |
I0.0 |
|
|
|
|
30 |
TON |
T40,+10 |
65 |
R |
Q0.1,1 |
|
|
|
|
31 |
LD |
T40 |
66 |
R |
Q0.2,1 |
|
|
|
|
32 |
R |
Q0.2,1 |
67 |
= |
M1.2 |
|
|
|
|
33 |
= |
M0.5 |
68 |
LD |
M1.2 |
|
|
|
|
34 |
LD |
M0.5 |
69 |
TON |
T46,+10 |
|
|
|
|
35 |
TON |
T41,+10 |
70 |
LD |
T46 |
|
|
|
四、四节传送带故障设置控制梯形图

可编程自动化控制器PAC的在工控领域的特点和优势
PAC目前锁定的**应用领域仍是工控,而来自工厂的实时数据可以令管理阶层拥有更丰富的信息资源,以便借此进行决策,但是要安装能够提供工厂数据的系统可能相当困难。企业系统通常会通过ODBC、ADO及XML等标准输入来自自动化系统的数据。PLC的做法是通过OPC之类的标准提供通信能力,也就是说,必须加入PC才能使用
OPC来取得数据,并且使用ODBC、ADO和刀ilL之类的标准将数据反馈给企业。而PAC可 以有效地将工厂数据整合至ERP系统中,让控制系统能够直接和外部数据库通信。而当控制系统连接至数据库及网站时,安全性的问题开始出现。为了获得**高的安全性,许多厂商选择不要将自动化系统与企业连接。但是大致上来说,连接的优点远超过安全问题,虽然PLC可以保护它不被工厂的入侵者偷窃,但是PLC难以对抗以以太网络连接端口未受保护封包为目标的黑客。PAC可以在利用网络传输数据之际进行编码,因此而保护资料。虽然这在今天可能不是关注的焦点,但是在将来,它可能会是影响PAC进驻工厂的主要因素。
一机多用节省成本。就成本配置来看,在小型的数字控制应用中,控制器的价格可能比VO模块的价格更高。对这些应用环境而言,一个仅控制数字VO线路的微型PLC可能是理想 的解决方案。但是,如果系统需要视觉或仪器控制,就必须为这些功能另外购置独立的控制器。PLC控制器并非为了仪器控制所需的高速模拟νo或视觉应用所需的高速数据传输速度而设计,因此PLC没有视觉或仪器控制模块,必须为这些应用配置独立的控制器,从而提高成本。而以PAC的状况来看,一部控制器和机架就可以处理数字及模拟VO、动作、视觉及仪器,因此节省多部控制器的费用,每当控制系统需要多重功能时, PAC相比之下成本**。
在工厂中,震动常常是造成PC死机的原因,这也是PLC的长项,大部分的PLC是采用NEMA封装。在这种环境中,具备额外冷却设计、坚固外壳、加强震动及冲撞规格的P泪平 台可以提供近似于PLC的可靠性,不过此类的PXI平台上面无法配置硬盘,而用内存来取代,以避免震动所带来的不稳定。目前,甚至有厂商将软件刻录在FPGA上来取代硬盘,如此一来可完全将机械运作排除于PAC之外,增强稳定性。
目前自动化控制在设备的升级或变动的弹性方面也相当受重视,当厂商改用具变通性的自动化功能来满足不断变动的客户需求时,希望能够推出模块化、具有弹性而且可扩展性的控制系统。虽然在νo用途上限制于数字及操作, PLC系统也具备扩展性,但是即使想要加入视觉、仪器管制或高速模拟功能, PAC系统仍然具有扩展性。多部PC可以通过以太网络连接,并依需求向上下扩展。而在换机时,工厂的工程师必须将关机时间限制在**程度。当控制系统必须升级,或是要替换VO模块时,必须能够在**短的时间内更换或加入模块。PLC的模块化本质能够达到这个目的。
储存能力与数字模拟能力。储存能力也是PAC相对于PLC的优势之一,传统PLC仅有控制器的功能,并无内建硬盘或Flash,而PAC被视为PC的延伸,因此Storage的配置早已被视为标准规格之一,因此使用PAC时,可以决定何时、如何记录数据,以及采用何种格式对于数据进行采集、汇总、整理甚至分析。对于需要使用海量存储器的高速应用(例如机器状况监视)而言,拥有高速处理器及海量存储器是很重要的。因为PAC系统使用的是市面上现有的硬件,因此PAC控制器可以采用Pentium 4处理器配备1GB内存。
在数字与模拟的处理方面,传统的PLC是惟一能够以正确的电压及电流为工业传感器及致动器提供数字ν0的平台。但是新的模块提供24V数字VO,**高可达5∞mA电流驱动及光学隔绝,同时也提供各种功能,诸如看门狗(watchdog)定时器,可程序化的运转状态及输入过滤器,以提高安全性和稳定性,其价格可低到每个通道5美元。传统上,模拟νo一直是PC平台的强项,主要是由于PCI总线的速度。现在有些PLC提供模拟VO模块,但是在设置 时相当麻烦,而且没有高分辨率及数据流通能力, PAC提供的模拟输入速度高达每秒2亿个样本,分辨率可高达24位。
实时运算**联网。在应用部分,高数据传输速率一直是在PLC平台上加入视觉功能的绊脚石。今天,模拟、数字及FireWire摄影机的影像捕捉器已经可以供PXI平台上的视觉应用程序使用,无论是要查看汽车零件或验证药品的包装都可。形态匹配、光学字符辨识、色彩匹配、测量及色彩侦测是可以整合至控制程序中许多算法的一部分。仪器控制也是PAC锁定的重点发展对象,**近燃料处理公司开始将测试功能整合至自动化系统中,为客户提供一个完整的测试及自动化方案。需要ν0的仪器包括数字器、数据来源与任意波形产生器等等,这些vo类型需要大量的数据流通量,只有PAC平台才能提供。
具备网络功能的PLC在这几年被炒起来, PLC目前多采用各式工业总线,如FoundationFieldbus、DeviceNet、C且也 Modbus、Ethernet、Profibus及串行端口等来提供连接。而PAC不 但作为分布式νo模块的中心,也可以扮演受控制者,成为现有系统的一部分,在以太网络的连接方面, PAC也比PLC要容易。
RT Linux、PharlapS、QNX以及VxWorks都是PAC上常见的实时操作系统,实时系统 一向难以用程序设置,目前市面仍以Linux、Windows CEo net、VxWorks为主,其中WindowsCEo net因为**为用户所熟悉,所以也**为普及,不过稳定性仍是一大障碍。Linux目前也开始 有多家厂商开始采用,至于VxWorks市面上则相当少见。实时控制系统开发工具虽然传统的梯式逻辑程序设计适合用于设计数字VO,但是在处理模拟vo、动作或视觉时可能略嫌笨拙。PAC可采用C与C+十来作为程序语言,值得注意的是NI的Lab VIEW R巳al- Time一类的软件 已经改变了工程师对于实时控制系统开发的看法。
西门子PLC 逻辑运算编程梯形图与指令表举例
|
逻辑运算编程举例,程序如图所示。
//字节与操作 LD I0.0 ANDB VB1, VB2 //字或操作 MOVW VW100, VW300 ORW VW200, VW300 //双字异或操作 XORD AC0, AC1 //字节取反操作 MOVB VB5, VB6 INVB VB6
运算过程如下: VB1 VB2 VB2 0001 1100 WAND 1100 1101 → 0000 1100 VW100 VW200 VW300 0001 1101 1111 1010 WOR 1110 0000 1101 1100→ 1111 1101 1111 1110 VB5 VB6 0000 1111 INV 1111 0000 |
S7-200系列PLC的计数器指令
1)类型及编号
CTU——增计数
CTD——减计数 C0~C255
CTUD——增减计数
计数器6个要素: 指令格式(类型、编号等) 预置值——PV
使能——CU、CD 复位——R、LD
当前值——Cxxx 计数器状态(位)——与定时器类似
2)功能、时序图及应用示例

此例为一个增减计数器的应用示例,其与MODICON PLC计数器指令的比较,同学可自己进行,并注意到,计数器指令的使能均是采样上升沿(“0” →“1” )。
PLC调试的主要内容和步骤
1.输入程序
2.检查电气线路
3.模拟调试
模拟调试可以采用系统提供的模拟台调试,也可以在关闭系统强电的条件下模拟调试,例如关闭主轴强电空开,那么调试中即使PLC动作有误,由于主轴电动机不会实际运转,所以也不会引起事故。
4.运行调试
5.非常规调试,验证安全保护和报警的功能
这部分工作一般也分为模拟调试和运行中调试,以防如果保护功能失效而损坏器件和设备。
6.安全检查并投入考验性试运行
PLC的编程语言与一般计算机语言相比具有明显的特点,它既不同于一般高级语言,也不同于一般汇编语言,它既要易于编写又要易于调试。目前,还没有一种对各厂家产品都能兼容的编程语言。
目前,PLC为用户提供了多种编程语言,以适应编制用户程序的需要,PLC提供的编程语言通常有以下几种:梯形图、指令表、顺序功能图和功能块图
1、梯形图
梯形图编程语言是从继电器控制系统原理图的基础上演变而来的。PLC的梯形图与继电器控制系统梯形图的基本思想是一致的,但是在使用符号和表达式等方面有一定区别。
梯形图具有形象、直观、简单明了,易于理解的特点,特别适合开关量逻辑控制,是PLC**基本、**普遍的编程语言。
2、语句表(STL)
语句表是用助记符来表达PLC的各种功能。它类似计算机的汇编语言,但比汇编语言通俗易懂,也是较为广泛应用的一种编程语言。使用语句表编程时,编程设备简单,逻辑紧凑、系统化,连接范围不受限制,但比较抽象。一般可以与梯形图互相转化,互为补充。目前,大多数PLC都有语句表编程功能。
3、顺序功能图(SFC)
顺序功能图编程是一种图形化的编程方法,亦称功能图。它的编程方式采用画工艺流程图的方法编程,只要在每个工艺方框的输入和输出端,标上特定的符号即可。采用顺序功能图编程,可以使具有并发、选择等复杂结构的系统控制程序大为简化。许多PLC都提供了用于SFC编程的指令,它是一种效果显著、深受欢迎的编程语言,目前国际电工委员会(IEC)也正在实施并发展这种语言的编程标准。
4、 功能块图(FBD)
逻辑功能图是一种由逻辑功能符号组成的功能块来表达命令的图形语言,这种编程语言基本上沿用了半导体逻辑电路的逻辑方块图。对每一种功能都使用一个运算方块,其运算功能由方块内的符号确定。对于熟悉逻辑电路和具有逻辑代数基础的人员来说,使用非常方便。