品牌:西门子
起订:1台
供应:9999台
发货:1天内
信息标签:西门子6SL3126-1TE15-0AA4,供应,电子、电工,工控系统及装备
点击这里进行电话呼叫
点击这里QQ咨询
联系时一定要说在【贸易商务资源网】看到的将给您优惠!如果您也想和该公司一样在网站发信息有好排名,点击立即免费注册,发布产品推广。

西门子6SL3126-1TE15-0AA4 西门子6SL3126-1TE15-0AA4
<隆彦电气技术(上海)有限公司>(西门子代理)
联系人:李先生(销售经理)
24小时联系手机:15800846971(微信)
工作QQ:3192212451
邮箱:3192212451@qq.com
==========================================================================
6ES7332-5HF00-0AB0 SIMATIC S7-300, ANALOG OUTPUT
6ES7332-7ND00-0AB0 SM 332, 4*16 Bit, 1,5 ms
6ES7332-7ND01-0AB0 SIMATIC S7,SM 332 ANALOG OUTPUT
6ES7332-7ND02-0AB0 SIMATIC S7,SM 332 ANALOG OUTPUT
6ES7334-0CE00-0AA0 SM 334, AI 4*8Bit, AO 2*8Bit
6ES7334-0CE01-0AA0 SIMATIC S7, ANALOG INPUT MODULE
6ES7334-0KE00-0AB0 SIMATIC S7-300, ANALOG MODULE
6ES7334-0KE80-0AB0 SIMATIC S7-300, ANALOG MODULE
6ES7335-7HG00-0AB0 SIMATIC S7-300, ANALOG MODULE
6ES7335-7HG00-6AA0 INTERFERENCE SUPPRESSOR FILTER
6ES7335-7HG01-0AB0 SIMATIC S7-300, ANALOG MODULE
6ES7335-7HG02-0AB0 SIMATIC S7-300, ANALOG MODULE
6ES7360-3AA00-0AA0 IM 360 for central rack
6ES7360-3AA01-0AA0 SIMATIC S7-300,INTERFACE MODULE
6ES7361-3CA00-0AA0 IM 361 for expansion rack
6ES7361-3CA01-0AA0 IM 361 NTERFACE MODULE IN ER, WITH K-BUS
6ES7365-0BA00-0AA0 IM 365 for 1 expansion rack
6ES7365-0BA01-0AA0 SIMATIC S7-300,INTERFACE MODULE
6ES7365-0BA81-0AA0 SIMATIC S7-300,INTERFACE MODULE
6ES7368-3AF00-0AA0 S7-300 Connecting cable IM360-361
6ES7368-3BB00-0AA0 Cable 368, IM 360, IM 361, 1m
6ES7368-3BB01-0AA0 ConNECTING CABLE F. IM360/361, 1M
6GK7343-1CX00-0xE0 COMMUNICATION PROCESSOR CP 343-1 LEAN
6GK7343-1CX10-0xE0 COMMUNICATION PROCESSOR CP 343-1 LEAN
6GK7343-1BA00-0xE0 COMMUNICATION PROCESSOR CP 343-1
6GK7343-1EX00-0xE0 COMMUNICATION PROCESSOR CP 343-1 TCP
6GK7343-1EX10-0xE0 COMMUNICATION PROCESSOR CP 343-1
6GK7343-1EX11-0xE0 COMMUNICATION PROCESSOR CP 343-1
6GK7343-1EX20-0xE0 COMMUNICATION PROCESSOR CP 343-1
6GK7343-1EX21-0xE0 COMMUNICATION PROCESSOR CP 343-1
6GK7343-1EX30-0xE0 COMMUNICATION PROCESSOR CP 343-1
6ES7340-1AH02-0AE0 SIMATIC S7-300, CP 340
6ES7340-1BH00-0AE0 CP340 W. 20MA INTERFACE (TTY)
6ES7340-1BH02-0AE0 SIMATIC S7-300, CP 340
6ES7340-1CH00-0AE0 CP340 W. RS422/485 INTERFACE
6ES7340-1CH02-0AE0 SIMATIC S7-300, CP 340
6ES7341-1AH01-0AE0 SIMATIC S7-300, CP 341
6ES7341-1AH02-0AE0 CP 341 RS232C (V.24)
6ES7341-1BH00-0AE0 CP341, with 20 mA interface
6ES7341-1BH01-0AE0 SIMATIC S7-300, CP 341
6ES7341-1BH02-0AE0 CP341 20MA-INTERFACE (TTY)
6ES7341-1CH00-0AE0 CP341, with RS422/485 interface
6ES7341-1CH01-0AE0 SIMATIC S7-300, CP 341
6ES7341-1CH02-0AE0 CP341 RS422/485-INTERFACE
6ES7390-1AB60-0AA0 SIMATIC S7-300, RAIL
6ES7390-1AE80-0AA0 SIMATIC S7-300, RAIL
6ES7390-1AF30-0AA0 SIMATIC S7-300, RAIL
6ES7390-1AJ30-0AA0 SIMATIC S7-300, RAIL
6ES7390-1BC00-0AA0 SIMATIC S7-300, RAIL
【信誉**、诚信交易】【长期销售、安全稳定】
【称心满意、服务动力】【真诚面对、沟通无限】
【服务**、一诺千金】【质量承诺、客户满意】
西门子PLCS7-200,S7-300,S7-1500,S7-1200,S7-200SMART,S7-400系列模块

西门子中国总代理200CN
概述
S7-200系列PLC适用于各行各业,各种场合中的检测、监测及控制的自动化。S7-200系列的强大功能使其无论在独立运行中,或相连成网络皆能实现复杂控制功能。因此S7-200系列具有极高的性能/价格比。

西门子中国总代理300系列产品概述
功能强大,结构紧凑并且经济
SIMATIC S7- 300通用控制器可以节省安装空间并且具有模块化设计的特点。
大量的模块可根据手头的任务被用于扩展集中系统或创建分散结构的系统,并促进备件成本效益的经济性。凭借其令人印象深刻的创新系列,SIMATIC S7 -300通用控制器成为了一个可以有效节省用户额外投资和维护成本的综合系统。

特别提示:SIMATIC S7-400H控制器已全面升级为V6版-5H PN/DP控制器!

西门子中国总代理 6ES73325HD014AB21200系列产品概述
新的模块化 SIMATIC S7-1200 控制器是我们新推出产品的核心,可实现简单却高度**的自动化任务。SIMATIC S7-1200 控制器实现了模块化和紧凑型设计,功能强大、投资安全并且完全适合各种应用。

西门子触摸屏TP,KP,OP,KTP,OP,MP系列
西门子中国总代理触摸屏概述
HMI 面板 - 特别适合恶劣的工业环境
SIMATIC 面板系列可以为每个应用提供合适的解决方案,从简单的键盘面板、移动和固定操作界面,直到全能面板——坚固、小巧及多界面选项。 明亮的显示屏和无差错人机工程学操作,配备键盘或触摸屏操作界面,为系统提高了附加值。

西门子6SL3126-1TE15-0AA4

一、确定控制对象的控制要求
1.机械手的结构和运动
二、I/O端点分配
下面介绍FX2系列PLC控制系统取代Z3040摇臂钻床电气控制系统的设计方法。
机械手的外形及料架配置如图1所示
2.上、下料机械手的主电路
3.上、下料机械手的工作方式
4.上、下料机械手的液压系统

PLC的输入信号有21个
PLC的输出信号有26个
三、设计梯形图
包括下面几方面内容:
1.初始化程序
2.回原位程序
3.手动方式程序
4.自动方式程序
一、分析控制对象、确定控制要求
1.对M1电动机的要求:单方向旋转,有过载保护;
2.对M2电动机的要求:全压正反转控制,点动控制;启动时,先启动电动机M3,再启动电动机M2;停机时,电动机M2先停止,然后电动机M3才能停止。电动机M2设有必要的互锁保护;
3.对电动机M3的要求:全压正反转控制,设长期过载保护;
4.电动机M4容量小,由开关SA控制,单方向运转;
二、确定I/O点数
根据图1找出PLC控制系统的输入、输出信号,共有13个输入信号,9个输出信号。
三、绘制I/O端子接线图
根据I/O分配结果,绘制端子接线图
四、设计梯形图
1.控制主轴电动机M1的梯形图

梯形图如图2所示。
2.控制电动机M2与M3的梯形图
①摇臂升降过程
②主轴箱和立柱箱的松开与夹紧控制
西门子PLC系统中数据表及其作用简介
数据表是用来存放字型数据的表格,如图1所示。表格的**个字地址即首地址,为表地址,首地址中的数值是表格的**长度(TL),即**填表数。表格的第二个字地址中的数值是表的实际长度(EC),指定表格中的实际填表数。每次向表格中增加新数据后,EC加1。从第三个字地址开始,存放数据(字)。表格**多可存放100个数据(字),不包括指定**填表数(TL)和实际填表数(EC)的参数。
 图1 数据表
图1 数据表
要建立表格,首先须确定表的**填表数。如图2所示。

图2 输入表格的**填表数
确定表格的**填表数后,可用表功能指令在表中存取字型数据。表功能指令包括填表指令,表取数指令,表查找指令,字填充指令。所有的表格读取和表格写入指令必须用边缘触发指令激活。
西门子S7-200 CPU的类型
从CPU模块的功能来看,SIMATIC S7-200系列小型PLC发展至今,大致经历了两代:
**代产品,其CPU模块为CPU 21X,主机都可进行扩展,它具有四种不同配置的CPU单元:CPU 212,CPU 214,CPU 215和CPU 216,本书不介绍该产品。
第二代产品,其CPU模块为CPU 22X,主机都可进行扩展,它具有五种不同配置的CPU单元:CPU 221,CPU 222,CPU 224和CPU 226和CPU226XM,除CPU 221之外,其它都可加扩展模块,是目前小型PLC的主流产品。本书将介绍CPU22X系列产品。
对于每个型号,西门子厂家都提供有产品货号,根据产品货号可以购买到指定类型的PLC。

CPU 22X主机外形图
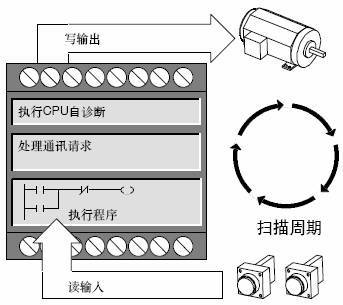
(1) S7-200在扫描循环中完成一系列任务。任务循环执行一次称为一个扫描周期。S7-200的工作过程如图4所示。在一个扫描周期中,S7-200主要执行下列五个部分的操作:
(Ⅰ)读输入:S7-200从输入单元读取输入状态,并存入输入映像寄存器中。
(Ⅱ)执行程序:CPU根据这些输入信号控制相应逻辑,当程序执行时刷新相关数据。程序执行后,S7-200将程序逻辑结果写到输出映像寄存器中。
(Ⅲ)处理通讯请求:S7-200执行通讯处理。
(Ⅳ)执行CPU自诊断:S7-200检查固件、程序存储
器和扩展模块是否工作正常
(Ⅴ)写输出:在程序结束时,S7-200将数据从输出映像寄存器中写入把输出锁存器,**后复制到物理输出点,驱动外部负载。
(2)、S7-200 CPU的工作模式
S7-200有两种操作模式:停止模式和运行模式。CPU面板上的LED状态灯可以显示当前的操作模式。
在停止模式下,S7--200不执行程序,您可以下载程序和CPU组态。在运行模式下,S7-200将运行程序。
S7-200提供一个方式开关来改变操作模式。您可以用方式开关(位于S7-200前盖下面)手动选择操作模式:当方式开关拨在停止模式,停止程序执行;当方式开关拨在运行模式,启动程序的执行;也可以将方式开关拨在TERM(终端)(暂态)模式,允许通过编程软件来切换CPU的工作模式,即停止模式或运行模式。
如果方式开关打在STOP或者TERM模式,且电源状态发生变化,则当电源恢复时,CPU会自动进入STOP模式。如果方式开关打在RUN模式,且电源状态发生变化,则当电源恢复时,CPU会进入RUN模式。
西门子PLC模拟量输入EM235的处理
本示例描述了模拟量模块EM235 3A1/1AQ与CPU-212或CPU-214一起使用的一种探讨。本例中模拟量输入值是给定采样次数的采样平均值,然后试验决定怎样设置输出。EM235配置成士10V。
程序结构

程序和注解
本程序描述了模拟量模块EM235 (3A1/1A0)的功能,从AIWO中取输入值,为了增加稳定性而求多次采样值的平均值,再依据计算出的平均值在AOWO中输出模拟电压。
模拟量模块经过测试可提供模块错误信息。如果**个扩展模块小是模拟量模块,01.0接通。另外模拟量模块检查到的错误是电源出错,则将CPU上01.1接通。模拟量模块上有EXTF字样。
本程序中所用除法是简单的移位除法(用采样次数的2的方次)。因为移位只花费较短的扫描时问,该数能从2变化到32768。
输入字是12位长。如果采样次数大于16 (2的4次方),那么和的长度将大于一个字(16位)。于是需要用双字(32位)存贮采样和。为把输入值加到采样和中,你应当把它转成双字。
当输入数为负值时,**高有效字增添1;若为正值,**高有效字增添0来校正输入值。
本程序长度为118个字。
可编程控制器的工作过程及FN2N PLC的组成
PLC虽具有微机的许多特点,但它的工作方式却与微机有很大的不同。微机一般采用等待命令的工作方式,如常见的键盘扫描方式或I/O扫描方式,有键按下或I/O动作则转入相应的子程序无键按下则继续扫描。PLC则采用循环扫描工作方式,在PLC中,用户程序按先后顺序存放,如:
1 ![]() × × × ×
× × × ×
2 × × × ×
![]()
3 × × × ×
10 × × × ×
11 ED
CPU从**条指令开始执行程序,直至遇到结束符后又返回**条。如此周而复始不断循环。这种工作方式是在系统软件控制下,顺次扫描各输入点的状态,按用户程序进行运算处理,然后顺序向输出点发出相应的控制信号。整个工作过程可分为五个阶段:自诊断,与编程器等的通信,输入采样,用户程序执行,输出刷新,其工作过程框图如图所示:

PLC工作过程框图
1)每次扫描用户程序之前,都先执行故障自诊断程序。自诊断内容为I/O部分、存储器、CPU等,发现异常停机显示出错。若自诊断正常,继续向下扫描。
2)PLC检查是否有与编程器和计算机的通信请求,若有则进行相应处理,如接收由编程器送来的程序、命令和各种数据,并把要显示的状态、数据、出错信息等发送给编程器进行显示。如果有与计算机等的通信请求,也在这段时间完成数据的接受和发送任务。
3)PLC的中央处理器对各个输入端进行扫描,将输人端的状态送到输入状态寄存器中,这就是输入采样阶段。
4)中央处理器CPU将指令逐条调出并执行,以对输人和原输出状态(这些状态统称为数据)进行“处理”,即按程序对数据进行逻辑、算术运算,再将正确的结果送到输出状态寄存器中,这就是程序执行阶段。
5)当所有的指令执行完毕时,集中把输出状态寄存器的状态通过输出部件转换成被控设备所能接受的电压或电流信号,以驱动被控设备,这就是输出刷新阶段。
PLC经过这五个阶段的工作过程,称为一个扫描周期。完成一个周期后,又重新执行上述过程,扫描周而复始地进行。扫描周期是PLC的重要指标之一,在不考虑第二个因素(与编程器等通信)时,扫描周期T为:
T=(读入一点时间×输入点数)+(运算速度×程序步数)+(输出一点时间×输出点数)十故障诊断时间
显然扫描时间主要取决于程序的长短,一般每秒钟可扫描数十次以上,这对于工业设备通常没有什么影响。但对控制时间要求较严格,响应速度要求快的系统,就应该**的计算响应时间,细心编排程序,合理安排指令的顺序,以尽可能减少扫描周期造成的响应延时等不良影响。
PLC与继电接触器控制的重要区别之一就是工作方式不同。继电接触器控制是按“并行”方式工作的,也就是说是按同时执行的方式工作的,只要形成电流通路,就可能有几个继电器同时动作。而PLC是以反复扫描的式工作的,它是循环地连续逐条执行程序,任一时刻它只能执行一条指令,这就是说PLC是以“串行”方式工作的。这种串行工作方式可以避免继电接触器控制的触点竞争和时序失配问题。
总之,采用循环扫描的工作方式也是PLC区别于微机的**特点,使用者应特别注意。
FN2N PLC 的规格及组成
FN2N系列PLC有FN2N16、FN2N32、FN2N48、FN2N64、FN2N80 、FN2N128等, FN2N 32,主要由以下几个部分构成:
1、控制单元:设有与编程器,计算机的接口,与I/O扩展单元相连的扩展口,输入、输出端子、电源输入和输出端子,FN2N有16个输入点和16个输出点。
2、扩展单元。
3、智能单元。
4、链接单元。
5、编程工具:使用MELSOFT GX Developer编程软件。