品牌:西门子
起订:1台
供应:9999台
发货:1天内
信息标签:西门子6SL3130-6TE21-6AA3,供应,电子、电工,工控系统及装备
点击这里进行电话呼叫
点击这里QQ咨询
联系时一定要说在【贸易商务资源网】看到的将给您优惠!如果您也想和该公司一样在网站发信息有好排名,点击立即免费注册,发布产品推广。

西门子6SL3130-6TE21-6AA3 西门子6SL3130-6TE21-6AA3
描述
引用是两个块之间的连接。
在LOGO!8中块连接器之间的连接组态和块参数之间的引用组态是标准化的。引用和组态现在就可以使用拖放来实现。本FAQ对比了LOGO!8设备和LOGO!0BA7设备之间组态引用的步骤。
组态LOGO!8需要安装LOGO!Soft Comfort 8.0或更高版本。
LOGO!8的LOGO!模块的步骤
注意
下面的工具可以用来编辑参数区(LOGO!8)
| 图标 | 功能 |
|
|
显示/隐藏所有块之间的引用线 |
|
|
显示所有块的参数区 |
|
|
隐藏所有块的参数区 |
到LOGO! 0BA7前的LOGO!模块的步骤
更多信息
关于“引用”的更详细的信息可以在LOGO!Soft Comfort(V1.7) 条目ID 24002694中还有LOGO!Soft Comfort online Help (V8.0)3.2.1.8部分, "Edit Parameter Field"章节,在条目ID 100782807中。
创建环境
本FAQ中的截图是在LOGO!Soft Comfort V8.0中创建的。
1 LOGO!App 简介
目前用户可以使用iTunes商店的应用软件LOGO!App连接和监控西门子LOGO!系列的PLC,软件名称如图1所示。在软件中成功组态LOGO! 设备的地址后,用户可以通过手机WIFI连接到LOGO!并可进行修改时钟和获取固件信息等操作。同时,用户可以监控输入/输出(以下简称I/O)状态,V存储区(以下简称VM)变量值和诊断信息,也可以添加监控的I/O和VM变量到趋势图查看一个概览图形。

图1应用程序名称
2 LOGO!App功能描述
2.1 接口配置
LOGO! App 支持IP地址和动态 DynDNS名称两种访问方式。 做法如下:
在图2中单击“Interface Configure”选项后进入图3界面单击 “By IP Address”选项,然后再单击 图标 ![]() ,进入图4设备添加界面。
,进入图4设备添加界面。

图2设置功能界面 图3设备访问方式界面
在图4中单击“Add”按钮,进入图5中进行设备名称和设备IP地址设置,此处我们设置设备名称为“MyLogo”,IP地址为“192.168.1.108”,**后单击“Save”按钮保存此配置,页面会自动转入到图6界面。

图4设备添加界面 图5设备添加界面
在图6中长按 ![]() 图标直到出现图7界面,在图7中我们通过“Select”选项来选择已有设备,然后进入图8界面。
图标直到出现图7界面,在图7中我们通过“Select”选项来选择已有设备,然后进入图8界面。

图6设备选择界面 图7设备选择界面
这时在图8中可以看到IP地址已经显示在界面中,然后点击“Save”图标,界面将自动转到图9。

图8设备访问方式界面
2.2 设置时钟
在图9中单击“Set Clock”选项将进入图10界面,在图10中可点击“Read”按钮查看LOGO!时间,也可点击“Current”按钮查看当前时间,之后进入图11界面。

图9设置功能界面 图10设备访问方式界面
在图11中LOGO!系统需要停机完成读取操作,单击“YES”图标进入图12,同样我们点击“Current”按钮来获取当前时间,然后通过“Set”按钮将当前屏幕中的时间更新到LOGO!中,此时进入图13界面。

图11获取LOGO!时钟界面 图12设备访问方式界面
在图13中点击“YES”按钮来完成更新后启动LOGO!的操作。

图13更新时钟界面
2.3 查看固件版本
在图14中单击“Show FW Version”选项后系统将返回LOGO!的固件版本如图15。

图14设置功能界面 图15固件版本界面
3 LOGO!App软件监控模式
3.1 I/O 状态监视器
在图16中选择“Monitor”图标,然后选择“I/O Status Monitor”选项后进入图17界面可观察到输入点的变化,在图17中用户选择需要监控的变量。可以通过点击“Edit”按钮进入图18中进行修改。

图16设置功能界面 图17 I/O监控界面
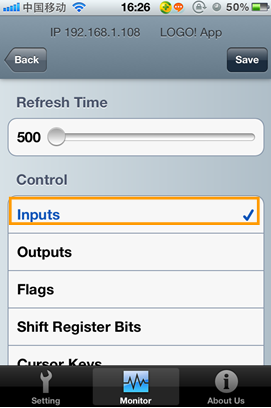
图18设置功能界面
3.2 VM列表监视器
在图19中单击“VM Table Monitor”选项进入图20的变量监控界面,点击“Add”按钮进入图21的变量添加界面。
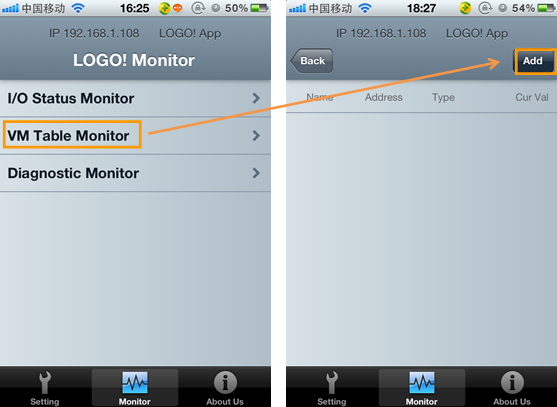
图19设置功能界面 图20 变量监控界面
在图21中填入变量名称、变量地址及变量数据类型后点击“Save”按钮,在变量监控界面图22中就可以监视或修改此变量的数值。

图21变量添加界面 图22 变量监控界面
此外,还可以用趋势图的方式来监控变量曲线。在图22中长按变量“speed”所在行,直至出现图23界面选择“Add To Chart”选项再返回图22界面,继续长按变量“speed”所在行,直至出现图24界面选择“Chart”选项,即进入图25的趋势图界面。

图23变量添加趋势图界面 图24 变量监控界面

图25趋势图界面
3.3 诊断监视器
在图26中单击“Diagnostic Monitor”选项后进入图27中可查看网络访问错误报警。

图26设置功能界面 图27 网络错误界面
如图28中选中“Network Access Error”标签后点击“Clear”按钮即可复位网络访问错误信息如图29所示。
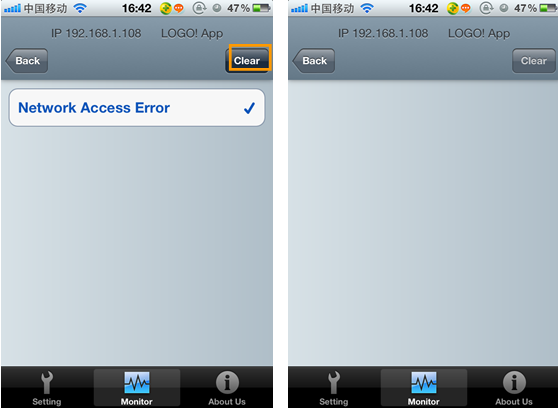
图28网络选择错误界面 图29 网络错误监控界面
6RA70 (三相桥B6C)
6RA7018-6DS22-0 3AC 400V 485V 30A 325V 5A
6RA7025-6DS22-0 60A 10A
6RA7028-6DS22-0 90A 10A
6RA7031-6DS22-0 125A 10A
6RA7075-6DS22-0 210A 15A
6RA7078-6DS22-0 280A 15A
6RA7081-6DS22-0 400A 25A
6RA7085-6DS22-0 600A 25A
6RA7087-6DS22-0 850A 30A
6RA7025-6GS22-0 3AC 575V 690V 60A 325V 5A
6RA7031-6GS22-0 125A 10A
6RA7075-6GS22-0 210A 15A
6RA7081-6GS22-0 400A 25A
6RA7085-6GS22-0 600A 25A
6RA7087-6GS22-0 800A 30A
6RA7086-6KS22-0 3AC 690V 900V 720A 30A.

四节传送带载重设置控制语句表
|
1 |
LD |
I0.0 |
38 |
= |
M0.6 |
75 |
R |
Q0.2,1 |
|
2 |
O |
M0.1 |
39 |
LD |
M0.6 |
76 |
= |
M1.3 |
|
3 |
A |
I0.5 |
40 |
TON |
T42,+10 |
77 |
LD |
M1.3 |
|
4 |
AN |
I0.1 |
41 |
LD |
T42 |
78 |
TON |
T48,+10 |
|
5 |
AN |
I0.2 |
42 |
R |
Q0.4,1 |
79 |
LD |
T48 |
|
6 |
AN |
I0.3 |
43 |
LD |
I0.1 |
80 |
R |
Q0.3,1 |
|
7 |
AN |
I0.4 |
44 |
O |
M2.1 |
81 |
= |
M1.4 |
|
8 |
S |
Q0.4,1 |
45 |
AN |
I0.0 |
82 |
LD |
M1.4 |
|
9 |
= |
M0.1 |
46 |
TON |
T43,+10 |
83 |
TON |
T49,+10 |
|
10 |
LD |
M0.1 |
47 |
= |
M2.1 |
84 |
LD |
T49 |
|
11 |
TON |
T37,+10 |
48 |
LD |
T43 |
85 |
R |
Q0.4,1 |
|
12 |
LD |
T37 |
49 |
R |
Q0.1,1 |
86 |
LD |
I0.3 |
|
13 |
S |
Q0.3,1 |
50 |
= |
M0.7 |
87 |
O |
M2.3 |
|
14 |
= |
M0.2 |
51 |
LD |
M0.7 |
88 |
AN |
I0.0 |
|
15 |
LD |
M0.2 |
52 |
TON |
T44,+10 |
89 |
R |
Q0.1,1 |
|
16 |
TON |
T38,+10 |
53 |
LD |
T44 |
90 |
R |
Q0.2,1 |
|
17 |
LD |
T38 |
54 |
R |
Q0.2,1 |
91 |
= |
M2.3 |
|
18 |
S |
Q0.2,1 |
55 |
= |
M1.0 |
92 |
LD |
M2.3 |
|
19 |
= |
M0.3 |
56 |
LD |
M1.0 |
93 |
TON |
T50,+10 |
|
20 |
LD |
M0.3 |
57 |
TON |
T45,+10 |
94 |
LD |
T50 |
|
21 |
TON |
T39,+10 |
58 |
LD |
T45 |
95 |
R |
Q0.3,1 |
|
22 |
LD |
T39 |
59 |
R |
Q0.3,1 |
96 |
= |
M1.6 |
|
23 |
S |
Q0.1,1 |
60 |
= |
M1.1 |
97 |
LD |
M1.6 |
|
24 |
LDN |
I0.5 |
61 |
LD |
M1.1 |
98 |
TON |
T51,+10 |
|
25 |
O |
M0.4 |
62 |
TON |
T46,+10 |
99 |
LD |
T51 |
|
26 |
AN |
I0.0 |
63 |
LD |
T46 |
100 |
R |
Q0.4,1 |
|
27 |
R |
Q0.1,1 |
64 |
R |
Q0.4,1 |
101 |
LD |
I0.4 |
|
28 |
= |
M0.4 |
65 |
LD |
I0.2 |
102 |
O |
M2.4 |
|
29 |
LD |
M0.4 |
66 |
O |
M2.2 |
103 |
AN |
I0.0 |
|
30 |
TON |
T40,+10 |
67 |
AN |
I0.0 |
104 |
R |
Q0.1,1 |
|
31 |
LD |
T40 |
68 |
R |
Q0.1,1 |
105 |
R |
Q0.2,1 |
|
32 |
R |
Q0.2,1 |
69 |
= |
M2.2 |
106 |
R |
Q0.3,1 |
|
33 |
= |
M0.5 |
70 |
LD |
M2.2 |
107 |
= |
M2.4 |
|
34 |
LD |
M0.5 |
71 |
TON |
T47,+10 |
108 |
LD |
M2.4 |
|
35 |
TON |
T41,+10 |
72 |
LD |
T47 |
109 |
TON |
T52,+10 |
|
36 |
LD |
T41 |
73 |
R |
Q0.2,1 |
110 |
LD |
T52 |
|
37 |
R |
Q.3,1 |
74 |
= |
M1.3 |
111 |
R |
Q0.4,1 |
六、四节传送带载重设置控制梯形图


可编程控制器控制系统设计方法
一、问题提出
可编程控制器技术**主要是应用于自动化控制工程中,如何综合地运用前面学过知识点,根据实际工程要求合理组合成控制系统, 在此介绍组成可编程控制器控制系统的一般方法。
二、可编程控制器控制系统设计的基本步骤
1 .系统设计的主要内容
( 1 )拟定控制系统设计的技术条件。技术条件一般以设计任务书的形式来确定,它是整个设计的依据;
( 2 )选择电气传动形式和电动机、电磁阀等执行机构;
( 3 )选定 PLC 的型号;
( 4 )编制 PLC 的输入 / 输出分配表或绘制输入 / 输出端子接线图;
( 5 )根据系统设计的要求编写软件规格说明书,然后再用相应的编程语言(常用梯形图)进行程序设计;
( 6 )了解并遵循用户认知心理学,重视人机界面的设计,增强人与机器之间的友善关系;
( 7 )设计操作台、电气柜及非标准电器元部件;
( 8 )编写设计说明书和使用说明书;
根据具体任务,上述内容可适当调整。
2 . 系统设计的基本步骤
可编程控制器应用系统设计与调试的主要步骤,如图 1 所示。

图 1 可编程控制器应用系统设计与调试的主要步骤
( 1 )深入了解和分析被控对象的工艺条件和控制要求
a .被控对象就是受控的机械、电气设备、生产线或生产过程。
b .控制要求主要指控制的基本方式、应完成的动作、自动工作循环的组成、必要的保护和联锁等。对较复杂的控制系统,还可将控制任务分成几个独立部分,这种可化繁为简,有利于编程和调试。
( 2 )确定 I/O 设备
根据被控对象对 PLC 控制系统的功能要求,确定系统所需的用户输入、输出设备。常用的输入设备有按钮、选择开关、行程开关、传感器等,常用的输出设备有继电器、接触器、指示灯、电磁阀等。
( 3 )选择合适的 PLC 类型
根据已确定的用户 I/O 设备,统计所需的输入信号和输出信号的点数,选择合适的 PLC 类型,包括机型的选择、容量的选择、 I/O 模块的选择、电源模块的选择等。
( 4 )分配 I/O 点
分配 PLC 的输入输出点,编制出输入 / 输出分配表或者画出输入 / 输出端子的接线图。接着九可以进行 PLC 程序设计,同时可进行控制柜或操作台的设计和现场施工。
( 5 )设计应用系统梯形图程序
根据工作功能图表或状态流程图等设计出梯形图即编程。这一步是整个应用系统设计的**核心工作,也是比较困难的一步,要设计好梯形图,首先要十分熟悉控制要求,同时还要有一定的电气设计的实践经验。
( 6 )将程序输入 PLC
当使用简易编程器将程序输入 PLC 时,需要先将梯形图转换成指令助记符,以便输入。当使用可编程序控制器的辅助编程软件在计算机上编程时,可通过上下位机的连接电缆将程序下载到 PLC 中去。
( 7 )进行软件测试
程序输入 PLC 后,应**行测试工作。因为在程序设计过程中,难免会有疏漏的地方。因此在将 PLC 连接到现场设备上去之前,必需进行软件测试,以排除程序中的错误,同时也为整体调试打好基础,缩短整体调试的周期。
( 8 )应用系统整体调试
在 PLC 软硬件设计和控制柜及现场施工完成后,就可以进行整个系统的联机调试,如果控制系统是由几个部分组成,则应先作局部调试,然后再进行整体调试;如果控制程序的步序较多,则可**行分段调试,然后再连接起来总调。调试中发现的问题,要逐一排除,直至调试成功。
( 9 )编制技术文件
系统技术文件包括说明书、电气原理图、电器布置图、电气元件明细表、 PLC 梯形图。
小车行进往返的S7-200 PLC控制系统构成及编程
在S7-200中,编程元件顺序控制继电器S是专门用于编写顺序控制(常称为步进控制)程序的。一个步进控制程序是由若干个SCR段组成,每个SCR段对应步进控制中的一个功能控制步,简称步。每个SCR都是一个相对稳定的状态,都有段开始、段结束、段转移。在57-200中,有3条简单的SCR指令与之对应。
在语句表中,SCR的指令格式为:LSCR Sx.y
SORT Sx.y
SCRE
(1)段(步)开始指令LSCR (Load Sequence Control Relay)
段开始指令的功能是标记一个SCR段(或一个步)的开始,其操作数是状态继电器Sx.y(如S0.0 ),Sx..y是当前SCR段的标志位,当Sx.y为1时,允许该SCR段工作。
(2)段(步)转移指令SORT C Sequence Control Relay Transition)
段转移指令的功能是将当前的SCR段切换到下一个SCR段,其操作数是下一个SCR段的标志位Sx.y(如S0.1)。当允许输入有效时,进行切换,即停止当前SCR段工作,启动下一个SCR段工作。
(3)段(步)结束指令SORE ( Sequence Control Relay End)
段结束指令的功能是标记一个SCR段(或一个步)的结束。每个SC必须使用段结束指令来表示该SCR段的结束。
图1是一个装料/卸料小车的行程控制系统示意图。

图1 小车的行程控制系统示意图
1、控制要求
(1) 初始位置,小车在左端,左限位开关SQ1被压下。
(2) 按下起动按钮sBl,小车开始装料。
(3) 8s后装料结束,小车自动开始右行,碰到右限位开关SQ2时,停止右行,小车开始卸料。
(4) Ss后卸料结束,小车自动左行,碰到左限位开关SQ1后,停止左行,开始装料。
(5) 延时8s后,装料结束,小车自动右行……,如此循环,直到按下停止按钮SB2,在当前循环完成后,小车结束工作。
2、编程元件地址分配
①输入/输出继电器地址分配如表1所示。
表1输入/输出继电器的地址分配表

②其他编程元件地址分配如表2所示。
表2其他编程元件的地址分配

3、电路
本实验采用S7-200CPU222,其I/O接线图如图2所示。

图2 装料/卸料小车的I/O接线图
4、参考梯形图程序
步进控制程序可借助于状态流程图来编程,装料/卸料小车的状态流程图如图3所示。参考梯形图程序如图4所示。


西门子PLC基本指令功能介绍
一、标准触点 LD、A、O、LDN、AN、ON、
LD,取指令。表示一个与输入母线相连的常开接点指令,即常开接点逻辑运算起始。
LDN,取反指令。表示一个与输入母线相连的常闭接点指令,即常闭接点逻辑运算起始。
A,与指令。用于单个常开接点的串联。
AN,与非指令。用于单个常闭接点的串联。
O,或指令。用于单个常开接点的并联。
ON,或非指令。用于单个常闭接点的并联。
二、正、负跳变 ED、EU
ED,在检测到一个正跳变(从OFF到ON)之后,让能流接通一个扫描周期。
EU,在检测到一个负跳变(从ON到OFF)之后,让能流接通一个扫描周期。
三、输出 =
=,在执行输出指令时,映像寄存器中的指定参数位被接通。
四、置位与复位指令S、R
S,执行置位(置1)指令时,从bit或OUT指定的地址参数开始的N个点都被置位。
R,执行复位(置0)指令时,从bit或OUT指定的地址参数开始的N个点都被复位。
置位与复位的点数可以是1-255,当用复位指令时,如果bit或OUT指定的是T或C时,那么定时器或计数器被复位,同时当前值将被清零。
五、空操作指令NOP
NOP指令不影响程序的执行,执行数N(1-255)。
为什么说使用PLC经济合算
高新技术的使用必将带来巨大的社会效益与经济效益,这是科技是**生产力的体现,也是高新技术生命力之所在。PLC也是如此。
尽管使用PLC首次投资要大些,但从全面及长远看,使用PLC还是经济的。这是因为:
使用PLC的投资虽大,但它的体积小、所占空间小,辅助设施的投入少;使用时省电,运行费少;工作可靠,停工损失少;维修简单,维修费少;还可再次使用以及能带来附加价值等等,从中可得更大的回报。所以,在多数情况下,它的效益是可观的。
**初,PLC主要用于开关量的逻辑控制。随着PLC技术的进步,它的应用领域不断扩大。
如今,PLC不仅用于开关量控制,还用于模拟量及数字量的控制,可采集与存储数据,还可对控制系统进行监控;还可联网、通讯,实现大范围、跨地域的控制与管理。PLC已日益成为工业控制装置家族中一个重要的角色。。
原创文章版权所有, 转载请注明来自PLC之家 http://www.plc100.com
1用于开关量控制
PLC控制开关量的能力是很强的。所控制的入出点数,少的十几点、几十点,多的可到几百、几千,甚至几万点。由于它能联网,点数几乎不受限制,不管多少点都能控制。
所控制的逻辑问题可以是多种多样的:组合的、时序的;即时的、延时的;不需计数的,需要计数的;固定顺序的,随机工作的;等等,都可进行。
PLC的硬件结构是可变的,软件程序是可编的,用于控制时,非常灵活。必要时,可编写多套,或多组程序,依需要调用。它很适应于工业现场多工况、多状态变换的需要。
用PLC进行开关量控制实例是很多的,冶金、机械、轻工、化工、纺织等等,几乎所有工业行业都需要用到它。目前,PLC首用的目标,也是别的控制器无法与其比拟的,就是它能方便并可靠地用于开关量的控制。
2用于模拟量控制
模拟量,如电流、电压、温度、压力等等,它的大小是连续变化的。工业生产,特别是连续型生产过程,常要对这些物理量进行控制。
作为一种工业控制电子装置,PLC若不能对这些量进行控制,那是一大不足。为此,各PLC厂家都在这方面进行大量的开发。目前,不仅大型、中型机可以进行模拟量控制,就是小型机,也能进行这样的控制。
PLC进行模拟量控制,要配置有模拟量与数字量相互转换的A/D、D/A单元。它也是I/O单元,不过是特殊的I/O单元。
A/D单元是把外电路的模拟量,转换成数字量,然后送入PLC。D/A单元,是把PLC的数字量转换成模拟量,再送给外电路。
作为一种特殊的I/O单元,它仍具有I/O电路抗干扰、内外电路隔离,与输入输出继电器(或内部继电器,它也是PLC工作内存的一个区。可读写)交换信息等等特点。
这里的A/D中的A,多为电流,或电压,也有为温度。D/A中的A,多为电压,或电流。电压、电流变化范围多为0~5V,0~10V,4~20mA。有的还可处理正负值的。
这里的D,小型机多为8位二进制数,中、大型多为12位二进制数。
A/D、D/A有单路,也有多路。多路占的输入输出继电器多。
有了A/D、D/A单元,余下的处理都是数字量,这对有信息处理能力的PLC并不难。中、大型PLC处理能力更强,不仅可进行数字的加、减、乘、除,还可开方,插值,还可进行浮点运算。有的还有PID指令,可对偏差制量进行比例、微分、积分运算,进而产生相应的输出。计算机能算的它几乎都能算。
这样,用PLC实现模拟量控制是完全可能的。控制的单位值可小到212分之一的测量程值,多数也是足够的。
PLC进行模拟量控制,还有A/D、D/A组合在一起的单元,并可用PID或模糊控制算法实现控制,可得到很高的控制质量。
用PLC进行模拟量控制的好处是,在进行模拟量控制的同时,开关量也可控制。这个优点是别的控制器所不具备的,或控制的实现不如PLC方便。
当然,若纯为模拟量的系统,用PLC可能在性能价格比上不如用调节器。这也是应当看到的。
3用于数字量控制
实际的物理量,除了开关量、模拟量,还有数字量。如机床部件的位移,常以数字量表示。
数字量的控制,有效的办法是NC,即数字控制技术。这是50年代诞生于美国的基于计算机的控制技术。当今已很普及,并也很完善。目前,**国家的金属切削机床,数控化的比率已超过40%~80%,有的甚至更高。
PLC也是基于计算机的技术,并日益完善。故它也完全可以用于数字量控制。
PLC可接收计数脉冲,频率可高达几k到几十k赫兹。可用多种方式接收这脉冲,还可多路接收。有的PLC还有脉冲输出功能,脉冲频率也可达几十k。有了这两种功能,加上PLC有数据处理及运算能力,若再配备相应的传感器(如旋转编码器)或脉冲伺服装置(如环形分配器、功放、步进电机),则完全可以依NC的原理实现种种控制。
高、中档的PLC,还开发有NC单元,或运动单元,可实现点位控制。运动单元还可实现曲线插补,可控制曲线运动。所以,若PLC配置了这种单元,则完全可以用NC的办法,进行数字量的控制。
新开发的运动单元,甚至还发行了NC技术的编程语言,为更好地用PLC进行数字控制提供了方便。
4用于数据采集
随着PLC技术的发展,其数据存储区越来越大。如OMRON公司的PLC,前期产品C60P的DM区仅64个字,而后来的C60H达到1000个字;到了CQMI可多达6000个字。这样庞大的数据存储区,可以存储大量数据。
数据采集可以用计数器,累计记录采集到的脉冲数,并定时地转存到DM区中去。
数据采集也可用A/D单元,当模拟量转换成数字量后,再定时地转存到DM区中去。
PLC还可配置上小型打印机,定期把DM区的数据打出来。
PLC也可与计算机通讯,由计算机把DM区的数据读出,并由计算机再对这些数据作处理。这时,PLC即成为计算机的数据终端。
电业部门曾这么使用PLC,用以实时记录用户用电情况,以实现不同用电时间、不同计价的收费办法,鼓励用户在用电低谷时多用电,达到合理用电与节约用电的目的。
5用于进行监控
PLC自检信号很多,内部器件也很多,多数使用者未充分发挥其作用。
其实,完全可利用它进行PLC自身工作的监控,或对控制对象进行监控。
这里介绍一种用PLC定时器作看门狗,对控制对象工作情况进行监控的思路。
如用PLC控制某运动部件动作,看施加控制后动作进行了没有,可用看门狗办法实现监控。具体作法是在施加控制的同时,令看门狗定时器计时。如在规定的时间内动作完成,即定时器未超过警戒值的情况下,已收到动作完成信号,则说明控制对象工作正常,无需报警。
若超时,说明不正常,可作相应处理。
如果控制对象的各重要控制环节,都用这样一些看门狗"看"着,那系统的工作将了如指掌,出现了问题,卡在什么环节上也很好查找。
还有其它一些监控工作可做。对一个复杂的控制系统,特别是自动控制系统,监控以至进一步能自诊断是非常必要的。它可减少系统的故障,出了故障也好查找,可提高累计平均无故障运行时间,降低故障修复时间,提高系统的可靠性。
6用于联网、通讯
PLC联网、通讯能力很强,不断有新的联网的结构推出。
PLC可与个人计算机相连接进行通讯,可用计算机参与编程及对PLC进行控制的管理,使PLC用起来更方便。
为了充分发挥计算机的作用,可实行一台计算机控制与管理多台PLC,多的可达32台。也可一台PLC与两台或更多的计算机通讯,交换信息,以实现多地对PLC控制系统的监控。
PLC与PLC也可通讯。可一对一PLC通讯。可几个PLC通讯。可多到几十、几百。
PLC与智能仪表、智能执行装置(如变频器),也可联网通讯,交换数据,相互操作。
可联接成远程控制系统,系统范围面可大到10公里或更大。
可组成局部网,不仅PLC,而且**计算机、各种智能装置也都可进网。可用总线网,也可用环形网。网还可套网。网与网还可桥接。联网可把成千上万的PLC、计算机、智能装置组织在一个网中。
网间的结点可直接或间接地通讯、交换信息。
联网、通讯,正适应了当今计算机集成制造系统(CIMS)及智能化工厂发展的需要。它可使工业控制从点(Point)、到线((Line)再到面(Aero),使设备级的控制、生产线的控制、工厂管理层的控制连成一个整体,进而可创造更高的效益。这个无限美好的前景,已越来越清楚地展现在我们这一代人的面前。
以上几点应用是着重从质上讲的。从量上讲,PLC有大、有小。所以,它的控制范围也可大、可小。小的只控制一个设备,甚至一个部件,一个站点;大的可控制多台设备,一条生产线,以至于整个工厂。可以说,工业控制的大小场合,都离不开PLC。
一般讲,工业生产过程可分为两种类型;连续型生产过程(如化学工业)及非连续型,即离散型生产过程(如机械制造业)。前者生产对象是连续的,分不出件的;后者为离散的,一件件的。由于PLC有上述几个方面的应用,而且,控制的规模又可大、可小,所以,这两种类型的生产过程都有其用武之地。
事实上,PLC已广泛应用于工业生产的各个领域。从行业看,冶金、机械、化工、轻工、食品、建材等等,几乎没有不用到它的。不仅工业生产用它,一些非工业过程,如楼宇自动化、电梯控制也用到它。农业的大棚环境参数调控,水利灌溉也用到它。
PLC能有上述几个范围广泛的应用,是PLC自身特点决定的,也是PLC技术不断完善的结果
PLC保障了机械等行业的系统安全
机械安全是一项复杂的系统工程,需要考虑的因素很多,比如机械设备特点、工艺操作特点、安全设计理念等等。一般来说,安全控制系统应该包括安全输入设备(如急停按钮、安全门限位开关或联锁开关、安全光栅或光幕、双手控制按钮),安全控制电气元件(如安全继电器、安全PLC和安全总线)和安全输出控制(如主回路中的接触器、继电器或阀等)。其中,安全PLC是在应用中值得重点关注的产品。所谓安全PLC,就是专门为条件苛刻的任务或安全相关的应用而设计的PLC,在其失效时不会对人员安全或过程安全带来危险。在一台安全PLC根据要求达到了特定的可靠性/故障概率等级时,就意味着它具有广泛的自诊断能力,可以监测各个方面的硬件状态、程序执行状态和操作系统状态。此外,安全PLC还必须能够执行标准机构(例如TUV、FM等)认证的必须的故障安全动作,而这些故障安全动作都是根据特定的原则设计,并满足国际安全标准(如IEC61508和EN954-1等)中定义的要求。另外,安全PLC还可能包括警卫保护预警和权限管理的内容,用来保护安全PLC不受来自外界的干扰。
从全球范围看,实践证明已经采用安全PLC的行业包括汽车、机床、机械、船舶等行业,以及过程工业中的石化、炼油、电厂、锅炉控制和燃烧控制、高压应用等。此外,它还可以在一些远程遥控、无人值守以及维护费用十分昂贵的应用场合(例如大型储罐区)一显身手。
循环指令——西门子S7系列PLC
l RLD <number> 32位左循环指令
l RRD <number> 32位右循环指令
l RLDA 32位带CC1位左循环指令
l RRDA 32位带CC1位右循环指令
例3.8.2
FBD符号:

* STL指令格式: RLD <number>
说明:
1.当使能输入端EN = 1时,执行双字左循环指令。将来自输入端IN的32位双字左循环N位后,由OUT端输出。
2.N端输入要移位的次数。
3.如果N不等于0,则执行该指令后,CC0和OV位总是等于0。
4.ENO = EN

l 打开数据块
指令格式:OPN <data block>
说明:打开一个数据块作为shared数据块(DB)或者作为instance数据块(DI)。
可以同时打开一个shared数据块和一个instance数据块。
例 4.9.1: OPN DB 10 // 打开数据块DB 10作为shared数据块
L DB W35 // 将DB 10的数据字W35装入到累加器
1的低字。
T M W22 // 将累加器1的低字传输到M W22。
OPN DI 20 // 打开数据块DI 20作为instance数据块
L DI B12 // 将DI 20的数据字节B12装入到累加
器1的低字
T DB B37 // 将累加器1的低字传输到DB 10的字
节37中。
l 交换shared数据块和instance数据块
指令格式:CDB
说明:交换shared数据块和instance数据块。
shared数据块变成instance数据块,
instance数据块变成shared数据块。
l 装shared数据块的长度到累加器1
指令格式:L DBLG
说明:将shared数据块的长度装到累加器1。
l 装shared数据块的数目到累加器1
指令格式:L DBNO
说明:将shared数据块的数目装到累加器1。
l 装instance数据块的长度到累加器1
指令格式:L DILG
说明:将instance数据块的长度装到累加器1。
l 装instance数据块的数目到累加器1
指令格式:L DINO
说明:将instance数据块的数目装到累加器1。