品牌:西门子
起订:1台
供应:9999台
发货:1天内
信息标签:西门子S120控制器模块6SL3121-2TE13-0AA4,供应,电子、电工,工控系统及装备
点击这里进行电话呼叫
点击这里QQ咨询
联系时一定要说在【贸易商务资源网】看到的将给您优惠!如果您也想和该公司一样在网站发信息有好排名,点击立即免费注册,发布产品推广。

西门子S120控制器模块6SL3121-2TE13-0AA4 西门子S120控制器模块6SL3121-2TE13-0AA4
中国哪里有卖西门子网卡 中国哪里有卖西门子通讯网卡西门子网卡中国代理商 西门子网卡总代理商 西门子5611网卡
西门子PROFIBUS通讯网卡
企业在线:3192212451
移动手机:15800846971
西门子是全球较大的电气化公司自1872年进入中国以来卓越的解决方案和产品坚持不懈地对中国的发展提供全面支持,目前西门子在中国已经有6家分公司如:苏州电器、南京电机、上海、武汉、大连、成都西门子在中国已拥有64个办事处,2014年西门子在中国的销售额就高达720亿人民币不包括(中国香港,中国澳门,中国**)的销售额。

欢迎您前来询价.100分的服务.100分的质量.100分的售后.100分的发货速度
大量现货 15800846971 24小时在线服务15800846971 给您意想不到的折扣
【聿晶电气】专业代理西门子电线电缆,PLC、接触器、软启动器、中间继电器、触摸屏,变频器,自动化产品等?缦盗胁?贰R宦晌?/strong>全新原包装,货真价实,质量有保证!
我公司经营西门子?缧略?跋只?LC;S7-200S7-300 S7-400 S7-1200 触摸屏,变频器,6FC,6SNS120 V10 V60 V80伺服数控备件:原装进口电机(1LA7、1LG4、1LA9、1LE1),国产电机(1LG0,1LE0)大型电机(1LA8,1LA4,1PQ8)伺服电机(1PH,1PM,1FT,1FK,1FS)西门子保内全新原装产品‘质保一年。一年内因产品质量问题免费更换新产品;不收取任何费。欢迎致电
哪里有卖西门子通讯网卡
「SIEMENS中国有限公司
联 系 人: 李 建
企业在线:3192212451
移动手机:15800846971
公司在经营活动中精益求精,具备如下业务优势:
SIEMENS 可编程控制器
1、 SIMATIC S7 系列PLC:S7-200、S7-1200、S7-300、S7-400、ET-200
2、 逻辑控制模块 LOGO!230RC、230RCO、230RCL、24RC、24RCL等
3、 SITOP直流电源 24V DC 1.3A、2.5A、3A、5A、10A、20A、40A可并联.
4、 HMI,触摸屏TD200 TD400C K-TP OP177 TP177,MP277 MP377,
SIEMENS 交、直流传动装置
1、 交流变频器 MICROMASTER系列:MM420、MM430、MM440、G110、G120.
2、 全数字直流调速装置 6RA23、6RA24、6RA28、6RA70、6SE70系列
SIEMENS 数控 伺服
SINUMERIK:801、802S 、802D、802D SL、810D、840D、611U、S120
系统及伺报电机,力矩电机,直线电机,伺服驱动等备件销售。
信誉**,客户至上是公司成立之初所确立的宗旨,在公司领导的严格要求和员工们不折不扣地贯彻执行下发展延续至今。“假一罚十”一直是我公司的主动承诺。
承诺一:1、**保证全新原装进口
承诺二:2、**保证安全准时发货
承诺三:3、**保证售后服务质量
流程一:1、客户确认所需采购产品型号
流程二:2、我方会根据询价单型号查询价格以及交货期,拟一份详细正规报价单
流程三:3,客户收到报价单并确认型号无误后订购产品
流程四:4、报价单负责人根据客户提供型号以及数量拟份销售合同
流程五:5、客户收到合同查阅同意后盖章回传并按照合同销售额汇款到公司开户行
流程六:6、我公司财务查到款后,业务员安排发货并通知客户跟踪运单
您随口的一问多少钱,我就立马放下筷子赶紧回话。
您随口的一句有没有现货,我就立马进去系统拼命地找。
您随口问了问能优惠不?我就到处想办法。
您很随便,我却很当真;您不知道我的回答,只为得到您的满意..……
只因为我和您不止是客户的关系,而是把您当我的朋友,在全力以赴做到我能做到的
您的选择您的支持是我**的动力! ————致我亲爱的客户(好朋友)
产品简述:质保一年,一年内因产品质量问题免费更新产品不收取任何费用
西门子正是前行路上能共担风雨的伙伴。从一颗葡萄到一滴美酒的美妙变迁能在西门子数字化平台上全程追溯。而在2016年汉诺威博览会上,也源自西门子的前沿数字技术。

凭借**技术、全面产品线、覆盖200多个国家的全球网络、金融解决方案及灵活服务模式,西门子在电力、油气与化工、矿山与工业等领域与中国EPC企业携手前行。
截至2015年底,西门子已与中国能建、中国电建、中石油、中石化、中材集团、中集来福士等上百家中国EPC企业在近60个国家合作项目,足迹遍及六大洲。
产品简述:质保一年,一年内因产品质量问题免费更新产品不收取任何费用
哪里有卖 要多少钱 哪里有 哪里能买到 要在哪里买 在哪里有卖的 价格,参数,型号,哪家便宜,比较便宜,哪里有,销售,订货号,多少钱?哪家价格好? 厂家,性能,优点,包装,用途,售后服务!哪里有卖 代理商 总代理商
用于PROFIBUS 的 RS485 总线连接器,可用于连接 PROFIBUS 节点或 PROFIBUS 网络部件到PROFIBUS 总线电缆。用于将 PROFIBUS 节点连接到 PROFIBUS 总线电缆安装方便FastConnect 插头采用绝缘刺破连接技术,可确保极短的组装时间集成端接电阻 (6ES7 972-0BA30-0A0 中不具有)通过带 Sub-D 接口的连接器可以连接编程器,无需额外安装络节点

DP总线连接器可直接插入到 PROFIBUS 站或 PROFIBUS 网络组件的 PROFIBUS 接口(9 针 Sub-D 接口)中。可使用 4 个端子在插头中连接进入和离开的 PROFIBUS 电缆通过从外部清晰可见的便于接触的开关以连接总线连接器中集成的总线端接器(不适用于 6ES7 972-0BA30-0A0)。在此过程中,连接器中的进线和出线总线电缆是分开的(隔离功能)必须在 POFIBUS 网段的两端进行这种连接。
CP 5611 可在不同的软件包下操作,并且允许用户通过 PROFIBUS 和 多点式接口 (MPI) 执行编程设备功能和个人电脑的功能每一台编程器 / 个人电脑只能使用一个 CP同样,每一台 CP 也只能使用一个协(PROFIBUS DP、S7 通信或者 FDLCP 5603 作为 PROFIBUS DP 主站运行,它将过程影象(输入数据、输出数据和诊断数据)存储在双端口 RAM 内(CP 的存储区)CP 5603 的硬件独立执行与 PROFIBUS 从站的高性能数据交换。用户直接访问双端口 RAM。从站的过程数据总是一致性的,即用户从一个相同的循环周期中得到数据。DP-base 和 HARDNET-PB DP 软件的并行运行是不允许的。

该软件保证 SIMATIC S5/S7(SIMATIC S5-95U 除外)控制器通过与 STEP5/STEP7 连接的 PROFIBUS 编程。安装 CP 5603(DP-base)后可以进行于 CP 5603 的编程器/OP 通讯。 无需另外的软件包开放式通讯(发送/接收,于 FDL 接口安装好 CP 5603(DP-base)之后就可以进行发送/接收(FDL 接口),可提供数据传输、诊断和管理服务。无需另外的软件包用于实现 S7 通信的软件(HARDNET-PB S7)SIMATIC S7系统部件经过S7通讯相互进行通讯。 S7 编程接口使 PG/PC 应用程序得以存取 SIMATIC S7 系统的部件的入口。 存取SIMATIC S7数据既方便又灵活。
西门子PLC系列介绍:
S7-200 CN PLC 实用于各行各业,各种场所中的检测、监测及掌握的主动化。S7-200 CN 系列的壮大功用使其无论在独立运行中,或相连成网络皆能完成庞杂掌握功用。因而S7-200CN 系列具备极高的性能\价钱比。
相关图形:

SIMATIC S7-300 一种通用型PLC,能适合自动化工程中的各种应用场合,尤其是在生产制造工程中的应用。模块化、无排风扇结构、易于实现分布式的配置、以及用户易于掌握等特点,使得S7-300 PLC在以下工业部门中实施各种控制任务时,成为一种既经济又切合实际的解决方案:
相关图形:

在制造自动化和过程自动化中,对一切中、高端的运用来说,SIMATIC S7-400 都是功用**强大的PLC。 S7-400 PLC分为规范型和容错型(可配置成故障安全型) 两种。强大的体系功用和便捷的用户界面使得SIMATIC S7-400 成为各种自动化功用的显著技巧和经济性处理计划
相关图形:

LOGO!-通用逻辑控制模块填补了继电器与PLC之间的技术空间,目前已发展成为模块化的标准组件产品,而且其性能亦更为优越!通过集成的8种本功能和26种特殊功能,LOGO!可以代替数以百计的开关设备,从时间继电器一直到接触器。新的模块化LOGO!能够节省控制柜的空间,需要的附件更少从而进一步降低库存量,并且根据您的任务需求,可随时进行灵活扩展。因此,LOGO!不仅节约成本费用,而且能缩短工程时间达70%。LOGO!安装方便,几乎不需任何接线,编程也极其简单。更加值得一提的是,LOGO!有很好的抗振性和很高的电磁兼容性(EMC),完全符合工业标准,能够应用于各种气候条件。LOGO!达到了B级无线电干扰抑制指标并通过了所有必需的国际认证,因此,LOGO!得以在全**范围内广泛应用!
相关图形:

MICROMASTER 440 是用于控制三相交流电动机速度的变频器系列。本系列有多种型号,额定功率范围120W 到200kW 恒定(转矩CT 控制方式),或者可达250kW (可变转矩VT控制方式),供用户选用。本变频器由微处理器控制,并采用具有现代**技术水平的绝缘栅双极型晶体管(IGBT )作为功率输出器件。因此,它们具有很高的运行可靠性和功能的多样性。其脉冲宽度调制的开关频率是可选的,因而降低了电动机运行的噪声。全面而完善的保护功能为变频器和电动机提供了良好的保护MICROMASTER 440 具有缺省的工厂设置数,它是给数量众多的简单的电动机控制系统供电的理想变频驱动装置。由于MICROMASTER 440 具有全面而完善的控制功能,在设置相关参数以后,它也可用于更高级的电动机控制系统。MICROMASTER 440 既可用于单机驱动系统,也可集成到‘自动化系统’中。
相关图形:

SIMATIC HMI 人机界面
SIMATIC 人机界面产品真正满足不同用户的个性化需求,使您完美监控生产进程,保证您的机器和工厂时刻处于优化的高效运行状态。
引领技术趋势
随着生产过程的日益复杂,生产机器和系统需要完成的控制任务更加多样。简化这种日益增长的复杂性是我们开发每件HMI 新产品的主要目标。开放的,标准化的硬件和软件接口使我们的产品遍及**各个角落。
SIMATIC HMI 使您全面监控
从简单的按钮面板到生产过程可视化监控系统,SIMATIC HMI全系列产品满足各种应用场合,包括个性化定制解决方案
图形介绍:

西门子电子手轮型号:
6FX2007-1AB00 6FX2007-1AB01 6FX2007-1AB02 6FX2007-1AB03 6FX2007-1AB10 6FX2007-1AB11
6FX2007-1AB12 6FX2007-1AB13 6FX2007-1AC00 6FX2007-1AC01 6FX2007-1AC02 6FX2007-1AC03
6FX2007-1AC04 6FX2007-1AC10 6FX2007-1AC11 6FX2007-1AC12 6FX2007-1AC13 6FX2007-1AC14
6FX2007-1AD00 6FX2007-1AD01 6FX2007-1AD02 6FX2007-1AD03 6FX2007-1AD10 6FX2007-1AD11
6FX2007-1AD12 6FX2007-1AD13 6FX2007-1AE03 6FX2007-1AE04 6FX2007-1AE07 6FX2007-1AE13
6FX2007-1AE14 6FX2007-2AA00 6FX2007-2AB00 6FC9320-5DB01 6FC9320?5DC01 6FC9320?5DF01
6FC9320?5DM00 6FC9320-5DE02 6FC9320-5DH01 6FX2007-1AA00

PCI104 接口卡,自带微处理器,用于将带有 PC/104Plus 接口的嵌入式系统连接到 PROFIBUS(传输速率高达 12 Mbit/s)功能与 CP 5613 A2 兼容通讯服务:1.PROFIBUS DP 1 级和 2 级主站或 DP 从站,符合 IEC 61158/61784 标准2.带 STEP 5 和 STEP7 的编程器/OP 通讯3.通过 S7-5613 软件包进行 S7 通讯4.开放式通讯(发送/接收)基于 FDL 接口5.PROFIBUS FMS 符合 IEC 61158/61784 标准,带有 FMS-5613 软件包6.用于模块安装,调试和操作的宽范围诊断功能7.减轻主机 CPU 负载的事件和筛选机制8.多达三个通讯处理器可多协议操作和并行操作9.相应的 OPC 服务器和组态工具都包含在通讯软件的供货范围内10.基于 Linux 的开发工具包带有集成至“非 Windows”操作环境中的驱动源PCI 卡(通用键 5 V/3.3 V),自身带微处理器,用于将 PC 和 SIMATIC 编程器/PC 连接到 PROFIBUS,**高速度 12 Mbit/s使用 CP 5613 A2,可以连接带有 PCI 插槽的 SIMATIC PG/PC 到光学 PROFIBUS。CP 5613 A2 为 PC 上的控制任务提供高性能的支持(基于 PC 机的控制,数字控制,机器人控制)。当 CP 5613 A2 用作 DP 主站、DP 从站或应用在 PROFIBUS DP 上的编程器1)FMS-5613 **多支持两个 CP 5613 A2/5614 A2。CP 5613 A2 作为 PROFIBUS DP 主站运行,它将过程映象(输入数据、输出数据和诊断数据)存储在 DP-RAM 内(CP 的存储区)。 CP 5613 A2 硬件独立地和 PROFIBUS 从站进行高性能的数据交换。 用户直接访问双端口 RAM。 从站的过程数据总是一致的,例如用户从同一个 DP 循环获得数据
DP-base 和 DP5613 软件的并行运行是不允许的CP 5613 A2 作为 1 类 DP 主站运行,符合 IEC 61158/EN 50170 标准,并可完全独立地处理分布式站(DP 从站)的数据通讯。以固定的,重复地报文循环,中央控制器与 DP 从站(例如 ET 200S)交换信息。 DP编程接口(DP Lib,DLL)为PC编程器提供传输数据的功能调用。 此外,DP接口提供SYNC和FREEZE以及从站的起动和释放等功能。主站 Class 1 的 DP 功能扩展,支持非循环“读”和“写”功能(DS_READ,DS_WRITE)以及和循环数据并行执行的报警确认(ALARM_ACK)。与循环测量值相比、非循环传输的数据(例如参数化数据)不经常变动,与**循环的有用数据传输相比较,它以较低的优先级发送。 主站中的中断确认,保证了从 DP 从站来的中断的可靠传输。DP-base和DP -5613软件的并行运行是不允许的。基于 FDL 接口 的发送/接收,安装 CP 5613 A2(DP-base)后,就可以为数据传送、诊断和管理提供服务。无需另外的软件包。
The CP 5613 A3 is operated as a PROFIBUS DP master module that stores the process image (input/output and diagnostic data) in the dual-port RAM (memory area on the CP). High-performance data transfer to and from the PROFIBUS slaves is performed autonomously by the hardware of the CP 5613 A3. The user accesses the dual-port RAM directly.CP 5611 A2 可在不同的软件包下进行操作,并允许用户通过 PROFI-BUS 和多点接口(MPI)执行编程设备的功能和 PC 函数。CP 5512 可在不同的软件包下进行操作,并允许用户通过 PROFI-BUS 和多点接口(MPI)执行编程设备的功能和 PC 函数。
每台 PG/PC/笔记本电脑上只能使用一个 CP。 每个CP 只能使用一个相同的协议 (PROFIBUS DP, S7 通信或者 FDL)。The CP 5612 permits the connection of programming devices (PGs) and PCs to PROFIBUS and to the multipoint interface (MPI) of the SIMATIC S7:The CP 5612 is operated under various software packages and offers the user the opportunity of performing functions of the programming devices and PCs by means of PROFIBUS and the multipoint interface (MPI).only one CP can be used per PG or PC. Similarly only one protocol (PROFIBUS DP, S7 communication or FDL) can be used per CP.CP 5621 可在各种软件包中运行,它可使用户通过 PROFIBUS 和多点接口 (MPI) 来执行编程设备与 PC 的功能。每台编程器或PC上只能使用一个通讯处理器。每个CP 只能使用一个相同的协议 (PROFIBUS DP, S7 通讯或者 FDL)。CP 5611 可在不同的软件包下操作,并且允许用户通过 PROFIBUS 和 多点式接口 (MPI) 执行编程设备功能和个人电脑的功能。
西门子数控:611U、伺服系统6FC、6FX、6SN、6FM西门子伺服电机:1FT6、1FK6、1FK7、1PH7、1PH4系列伺服电机,1LA,1LG系列普通电机、1FN、1FW、1FE、1FL等西门子直流调速备件、西门子变频器备件、大型传动备件(晶闸管、可控硅、EUPEC、IGBT、电容、电阻、风机等)6RA70、6SE70、6RY、6SY7、6SY8、6SE6、6QA 、6QM、6SG、FZ、BSM、7VV、6SL等
西门子S120控制器模块6SL3121-2TE13-0AA4
PLC的发展与应用阶段划分
(1)PLC的发展大体上可分为3个阶段:
①形成期(1970?1974年)
在这一期间PLC以准计算的面貌与用户见面。在软件上采用机器码和汇编语言编写应用程序,在硬件上采用中小规模集成电路构成系统。其功能**于开关逻辑控制,且价格昂贵,只在一些大型生产设备和自动生产线上使用。
②成熟期(1973?1978年)
在这一时期,一方面随着大规模集成电路的出现,出现了以微处理器为核心的新一代PLC,另一方面采用了梯形图语言,通俗易懂。由此称为PLC,且技术也日趋完善。
③大发展时期(1977??至今)
由于PLC技术的发展始终保持两个特点:一是继承继电器控制系统的特点,二是应用了计算机技术。所以随着PLC应用的扩大,全面促进了PLC的生产和研究,产品的品种也越来越多,需求量也越来越大,而且很受欢迎,PLC也成为工业控制领域中占主导地位的基础自动化设备。国家已形成为重要产业。据不完全统计,**PLC总销售额1987年为25亿美元,1988年为31亿美元,比前一年增长24%。1989年为36亿美元,比上一年增长16%。而且新的生产家不断涌现,产量产值大幅度增加,价格也普遍下降。
据美国《控制工程》杂志统计,1984年美国注册生产的厂家有48家,其中**的有AB(Allen bradly)公司、GM(Gould Modicon)公司、TI仪器(Texas Instruments)公司、GE(General Electric)公司、西屋(Westen House)电气公司等。
据日本《自动化》杂志统计,1982年日本有40家工厂生产PC,其中**的有三菱、日立、立石、夏普、安川、东芝、富士等公司。
据德国《工业电气电子》杂志统计,1984年欧州有60家生产PLC的厂家,其中**的有德国西门子公司、BBC公司、AEG公司及法国的TE公司等。
(2)随着国外PLC技术的日益发展,其应用也越来越广泛,其范围通常可分成五大类型
①顺序控制
这是现今PLC应用**广泛的领域,可以取代传统的继电器顺序控制可以用于单机、多级群控制式生产自动线控制。如:注塑机、印刷机械、组合机床、装配生产线、包装生产线、电镀车间及电梯控制线路等等。
②运动控制
PLC制造商目前已提供了拖动步进电机式伺服电机的单轴式多轴位置控制模块。在多数情况下,PLC把描述目标位置的数据送给模块,模块移动一轴式数轴到目标位置。当每个轴移动时,位置控制模块保持适当的速度和加速度,确保运动平滑。运动的编程可用PLC的语言完成,通过编程器输入。
③过程控制
PLC能控制大量的物理参数。例如:温度、压力、速度和流量。PID(Proportional-Integral-Derivative)模块的提供使PLC具有了闭环控制的功能,即一个具有PID控制能力的PLC可用于过程控制。当由于控制过程中某个变量出现偏差时,PID控制算法会计算出正确的输出,把变量保持在设定值上。
④数据处理
在机械加工中,出现了把支持顺序控制的PLC和计算数值控制(CNC)设备紧密结合的趋向。**的日本FANUC公司推出的SYSTEM 10.11.12系列,已将CNC控制功能作为PLC的一部分。为了实现PLC和CNC设备之间内部数据自由传递,该公司采用了窗口软件,通过窗口软件用户可以自由编程,由PLC连至CNC设备使用。预计今后几年CNC系统将变成以PLC为主体的控制和管理体系。
⑤通信
为了适应国外近年来兴起的工厂自动化(FA)系统发展需要,发展了PLC之间、PLC与上级计算机之间的通信功能,它们都采用光纤通信多级传递。输入/输出模块按功能各自放置在生产现场分散控制,然后采用网络联结构成集中管理信息的分布式网络系统。
S7-300 PROFIBUS DP系统组态
PROFIBUS DP系统组态可分为带DP口的主站系统,采用通讯模板CP的主站系统以及带智能从站的DP系统。三种DP系统中带DP口的主站系统,采用通讯模板CP的主站系统在硬件组态时基本相同。
1. PROFIBUS DP系统之一:带DP口的主/从系统
带DP口的主/从系统设计十分灵活,它允许用CPU中不同的数据区域来储存DP过程数据。对数据区域的选择取决于CPU的类型和应用。过程映像区,位存储器以及数据块都可用于DP输入,输出数据。
过程映像是标准的数据分配。在CPU的过程映像中须有充分的空间为DP保留一个连续的输入区域和一个连续的输出区域。这可能受中央配置中过程映像大小和信号模块数量的限制。
位存储器与过程映像相同,这个区域适合于DP信号的全局存储。例如,如果过程映像可利用的空间(没有被中央信号模块占据的空间)不够用,则可以使用位存储区。
数据块也可以用来存储DP信号。**在有关的DP数据区只被一个程序调用时使用这种存储。
F 建立S7-300 PLC主站的硬件组态(带DP口):双击“X2/DP”栏或“CP342-5”栏,在对话框内选中“DP-Master”
F 在PROFIBUS总线上添加ET-200 从站:
主站/从站的I/O地址不能重复,它是由系统软件分配的。如果用户需要对地址进行修改,可以通过模板特性对话框重新设置。
2.PROFIBUS DP系统之二:带通讯模板CP的主站系统。
采用通讯模板CP的主站/从站系统,则主站/从站的I/O地址可以重复,因为此时的PLC系统相当于两个CPU。用户可以通过模板特性对话框任意设置I/O地址,只是主站或从站内的I/O地址不能重复。
当配置CP时,必须设定操作模式。(Operating Mode)
CP342-5 DP总是需要DP-SEND和DP-RECV。这些组块通过底板总线在CPU和CP之间转移数据.
CP342-5的数据总是连续地传输。主站**数据长度是240字节,从站**数据长度是86字节。
DP-SEND(发送)将CPU中的指定的DP数据区的数据发送到PROFIBUS CP的发送缓冲器,以便传送给DP从站;DP-RECV(接收)从DP从站中读出数据,将PROFIBUSCP接收缓冲区的数据放入CPU指定的DP数据区中。
DP-SEND(发送块)和DP-RECV(接收块)结构
DP-RECV(接收块)各端子参数的类型及功能
DP-SEND(发送块)各端子参数的类型及功能
3. PROFIBUS DP系统之三:带智能从站的DP系统。
智能从站的主要特点是:DP主站需要的输入/输出数据不是直接来自于真正的输入输出口,而是来自于预处理的CPU。
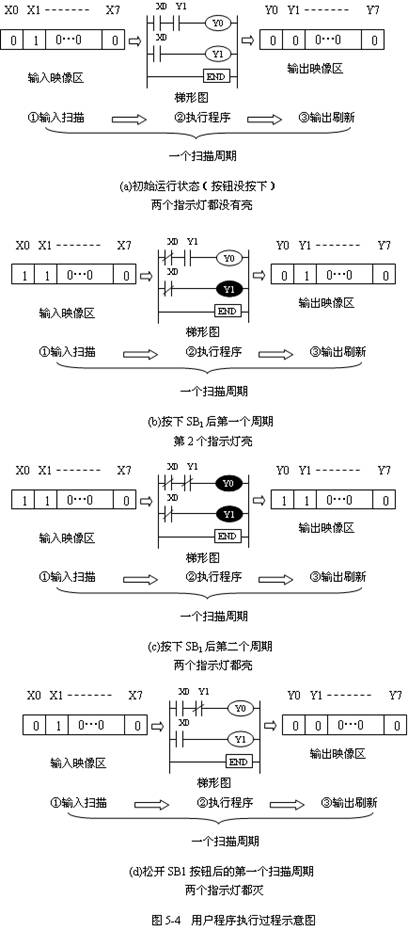
PLC控制过程实例——指示灯控制
图5-2为PLC接线图,图5-3为控制梯形图。图5-4描述了每个扫描周期程序的执行过程。按钮SB2虽然在程序中没有使用,但其状态仍影响其对应编号的内部输入继电器的状态。图(a)中,①输入扫描过程,将两个按钮的状态扫描后,存入其映像区,由于SB2是停止按钮,所以,即使没有按下,其输入回路也是闭合的,因此,X1存“1”(ON状态),而其它位存“0”(OFF状态)。②执行程序过程,程序根据所用到触点的编号对应的内部继电器状态来运算。由于X0处于OFF状态,因此,对应的动合触点处于断开状态,运算结果是Y0、Y1处于OFF状态,其结果存入输出映像区,即Y0、Y1存“0”。③输出刷新过程,根据映像区各位的状态驱动输出设备,由于输出映像区均为OFF状态,所以,输出指示灯不能形成闭合回路,灯不亮。如果输入不发生变化,内部继电器的状态均不发生变化。图(b)中,按下SB1按钮后,X0输入回路闭合。①输入扫描将输入状态存入其映像区,X0、X1均存“1”。②执行程序过程,按照从左到右,从上到下的原则,逐条执行。**行,X0触点闭合,但此时,Y1的状态为“0”,因此,Y1触点为断开状态,Y0没能导通,其状态为“0”。第二行,X0触点闭合,所以,Y1的状态为“1”。③输出刷新过程,由于Y1呈导通状态,灯2亮。

图(c)为按下SB1按钮后的第二个扫描周期。①输入扫描,由于输入状态不变,输入映像区不变。②执行程序过程,**行,X0触点闭合,由于上一个周期中,Y1为ON状态,因此,Y1触点也闭合,Y0也呈导通状态;第二行,Y1还呈导通状态。Y0、Y1的状态均为“1”。③输出刷新过程,两个灯都亮。注意:由于PLC的扫描周期很短,我们用肉眼见到的现象可能是两灯同时亮。如果按钮没有变化,内部继电器、输出设备状态均无变化。
图( d)为松开SB1按钮后的**个扫描周期。①输入扫描使输入映像区的X0存“0”、 X1存“1”。②执行程序过程,X0触点断开, Y1由于上个周期被置“1”,因此,Y1触点为闭合状态。③输出刷新过程,由于X0触点的断开,Y0 、Y1都呈断开状态。
STEP7-Mirco/WIN根据PLC类型进行参数检查
在PLC和运行STEP7-Micro/WIN的PC连线后,在建立通信或编辑通信设置以前,应根据PLC的类型进行范围检查。必须保证STEP7-Micro/WIN中PLC类型选择与实际PLC类型相符。方法如下:
2 2 菜单命令“PLC”→“类型” →“读取PLC”。
2 2 在指令树→“项目”名称→“类型” →“读取PLC”
PLC类型的对话框如图所示。

图 PLC类型的对话框
STEP7-Mirco/WIN编程元素及项目组件
s7-200的三种程序组织单位(POU)指主程序、子程序和中断程序。STEP 7-Micro/WIN为每个控制程序在程序编辑器窗口提供分开的制表符,主程序总是**个制表符,后面是子程序或中断程序。
一个项目(Project)包括的基本组件有程序块、数据块、系统块、符号表、状态图表、交叉引用表。程序块、数据块、系统块须下载到PLC,而符号表、状态图表、交叉引用表不下载到PLC。
程序块由可执行代码和注释组成,可执行代码由一个主程序和可选子程序或中断程序组成。程序代码被编译并下载到PLC,程序注释被忽略。
2 2 在“指令树”中 右击“程序块”图标可以插入子程序和中断程序。
数据块由数据(包括初始内存值和常数值)和注释两部分组成。
数据被编译后,下载到可编程控制器,注释被忽略。
系统块用来设置系统的参数,包括通信口配置信息、保存范围、模拟和数字输入过滤器、背景时间、密码表、脉冲截取位和输出表等选项。系统块如图1所示。
2 2 单击“浏览栏”上的“系统块”按钮,或者单击“指令树”内的“系统块”图标,可查看并编辑系统块。
系统块的信息须下载到可编程控制器,为PLC提供新的系统配置。

图1 “系统块”块对话框
现代工业中生产过程PLC的应用状况
随着计算机技术的飞速发展,PLC(即可编程逻辑编程器的简称)已经进入日常生产、生活的各个方面,PLC的应用在各行各业已成为必不可少的内容。PLC作为通用的工业计算机,其功能日益强大,已经成为工业控制领域的主流控制设备。PLC 从诞生至今,仅有30年的历史,但是得到了异常迅猛的发展,并与CAD/CAM、机器人技术一起被誉为当代工业自动化的三大支柱。
在现代工业中生产过程的机械化、自动化已成为突出的主题。随着工业化的进一步发展,自动化已经成为现代企业中的重要支柱,无人车间、无人生产流水线等等,已经随处可见。同时,现在生产中,存在着各种各样的生产环境,如高温、放射性、有毒气体、有害气体场合以及水下作业等,这些恶劣的生产环境不利于人工进行操作。工业机械手是近代自动控制领域中出现的一项新的技术,是现代控制理论与工业生产自动化实践相结合的产物,并以现代机械制造生产系统中的一个重要组成部分。工业机械手是提高生产过程自动化、改善劳动条件、提高产品质量和生产效率的有效率的有效手段之一。尤其在高温、高压、粉尘、噪声以及带有放射和污染的场合,应用更为广泛。在我国,近几年来也有较快发展,并取得一定效果,受到机械工业和铁路部门的重视。
首先 买本关于PLC的书 (建议买一本《电气控制与PLC应用技术》看一下,这本书前半部分谈一些电控柜中常用的电气元件及基本电路,后半部分讲了PLC的应用。应该适合可,可以去书店看看。)
跳步、重复和循环序列PLC SFC编程方法
用SFC编制用户程序时,有时程序需要跳转或重复,则用OUT指令代替SET指令
(1)部分重复的编程方法
在一些情况下,需要返回某个状态重复执行一段程序,可以采用部分重复的编程方法,如图1所示

(2)同一分支内跳转的编程方法
在一条分支的执行过程中,由于某种需要跳过几个状态,执行下面的程序。此时,可以采用同一分支内跳转的编程方法。如图2所示。

(3)跳转到另一条分支的编程方法
在某种情况下,要求程序从一条分支的某个状态跳转到另一条分支的某个状态继续执行。此时,可以采用跳转到另一条分支的编程方法,如图3所示。

(4)复位处理的编程方法
在用SFC语言编制用户程序时,如果要使某个运行的状态(该状态为1)停止运行(使该状态置0),其编程的方法如图4所示。
图4中,当状态S22为1时,此时若输入X21为l,则将状态S22置0,状态S23置1;若输入X22为1,则将状态S22置0,即该支路停止运行。如果要使该支路重新进入运行,则必须使输入X10为1。

PLC的三大应用领域简介——开关逻辑和顺序、过程控制、运动控制
(1) 开关逻辑和顺序控制:这是可编程序控制器**基本的控制功能,在工业场合应用**广泛,可代替继电器控制系统。开关量逻辑控制不但能用于单台设备,而且可用于生产线上。
(2) 过程控制:PLC通过模拟量I/O模块,可对温度、流量、压力等连续变化的模拟量进行控制。大中型PLC都具有PID闭环控制功能并已广泛地用于电力、化工、机械、冶金等行业。
(3) 运动控制:PLC可应用于对直线运动或圆周运动的控制,如数控机床、机器人、金属加工、电梯控制等。
1 引言
可编程序控制器是以微处理器为基础,综合计算机、通信、联网以及自动控制技术而开发的新一代工业控制装置。可编程序控制器在我国的发展与应用已有30多年的历史,现在它已经广泛应用于国民经济的各个工业生产领域,成为提高传统工业装备水平和技术能力的重要设备和强大支柱。随着全球一体化经济的发展,努力发展可编程序控制器在我国的大规模应用,形成具有自主知识产权的可编程序控制器技术,应该是广大技术人员努力的方向。
2 可编程序控制器的发展历程
可编程序控制器问世于 20 世纪 60 年代,当时的可编程序控制器功能都很简单,只有逻辑、定时、计数等功能;硬件方面用于可编程序控制器的集成电路还没有投入大规模工业化生产, CPU 以分立元件组成;存储器为磁心存储器,存储容量有限;用户指令一般只有二三十条,还没有成型的编程语言;机型单一,没有形成系列。一台可编程序控制器**多只能替代200~300个继电器组成的控制系统,在体积方面,与现在的可编程序控制器相比,可以说是庞然大物。
进入70年代,随着中小规模集成电路的工业化生产,可编程序控制器技术得到了较大的发展。可编程序控制器功能除逻辑运算外,增加了数值运算、计算机接口、模拟量控制等;软件开发有自诊断程序,程序存储开始使用EPROM ;可靠性进一步提高,初步形成系列,结构上开始有模块式和整体式的区分,整机功能从专用向通用过渡。
70年代后期和80年代初期,微处理器技术日趋成熟,单片微处理器、半导体存储器进入工业化生产,大规模集成电路开始普遍应用。可编程序控制器开始向多处理器发展,使可编程序控制器的功能和处理速度大为增强,并具有通信和远程 I/O 能力,增加了多种特殊功能,如浮点运算、三角函数、查表、列表等,自诊断和容错技术也迅速发展。
80年代后期到90年代中期,随着计算机和网络技术的普及应用,超大规模集成电路、门阵列以及专用集成电路的迅速发展,可编程序控制器的CPU已发展为由16位或32位微处理器构成,处理速度得到很大提高,高速计数、中断、PID、运动控制等功能引入了可编程序控制器。使得可编程序控制器能够满足工业生产过程的各个领域,可编程序控制器已完全取代了传统的逻辑控制装置,模拟量仪表控制装置和以小型机为核心的DDC(直接数字控制)控制装置。由于联网能力增强,既可和上位计算机联网,也可以下挂 FLEX I/O 或远程 I/O ,从而组成分布式控制系统(DCS)已无困难。梯型图语言和语句表语言完全成熟,基本上标准化,SFC(顺序功能图)语言逐步普及,专用的编程器已被个人计算机和相应编程软件所替代,人机界面装置日趋完善,已能进行对整个工厂的监控、管理,并发展了冗余技术,大大加强了可靠性。
进入21世纪,可编程序控制器仍保持旺盛的发展势头,并不断扩大其应用领域,如为用户配置柔性制造系统(FMS)和计算机集成制造系统(CIMS)。目前可编程序控制器主要向两 个方向扩展:一是综合化控制系统,它已经突破了原有的可编程序控制器的概念,将工厂生产过程控制与信息管理系统密切结合起来,甚至向上为MES和ERP系统准备了技术基础,这种发展趋势会使得举步为艰的ERP系统有了坚实的技术基础,从而会带来工业控制的一场变革,实现真正意义上的电子信息化工厂;二是微型可编程序控制器异军突起,体积如手掌大小,功能可覆盖单体设备及整个车间的控制功能,并具备联网功能,这种微型化的可编程序控制器使得控制系统可将触角延伸到工厂的各个角落。随着**经济一体化进程的加快,在技术发展的同时,发达国家更加注重了对可编程序控制器的知识产权的保护,国际大型可编程序控制器制造商纷纷加入了可编程序控制器的国际标准化组织,他们利用许多技术标准建立了符合他们经济利益的技术保护壁垒。
3 可编程序控制器在我国的发展
我国可编程序控制器的发展与国际上的发展有所不同,国际上可编程序控制器的发展是从研制、开发、生产到应用,而我国则是从成套设备引进、可编程序控制器引进应用、消化移植、合资生产到广泛应用。大致可划分为下述三个阶段:
(1) 可编程序控制器的初级认识阶段(70 年代后期到 80 年代初期)
国际上可编程序控制器的发展,首先引起了国内工程技术界的极大兴趣,所以我国对可编程序控制器的认识始于 70 年代后期到 80 年代初期的成套设备引进中,当时的上海宝钢一期工程中有多项工程引进了十几种机型约 200 多台可编程序控制器。这些可编程序控制器用于原料码头到高炉、轧钢、钢管等整个钢铁冶炼以及加工生产线上,取代了传统的继电器逻辑系统,并部分取代了模拟量控制和小型 DDC 系统。继宝钢一期工程后,国内许多厂家陆续引进的设备和生产线大都配备了可编程序控制器,其应用范围包括电站、石油化工、汽车制造、港口和码头等各领域。正是在成套设备引进过程中,我们打开了眼界,了解认识了可编程序控制器,这也促进了可编程序控制器在我国的发展。
(2) 可编程序控制器的引进应用和消化移植阶段(80 年代初期到90年代初期)
80年代初期开始,随着我国改革开放的不断深入,在成套设备引进的同时,国外原装的可编程序控制器开始涌入国内市场。许多部门和单位相继引进可编程序控制器并自己设计组成控制系统,其应用范围也扩大到建材、轻工、煤炭、水处理、食品、制药、造纸、橡胶和精细化工等工业领域。
随着应用能力的提高和市场需求的扩大,一些部门和单位本着技贸结合、消化移植的方针,一方面进行二次开发和应用研究,一方面也在引进可编程序控制器的生产线,建立生产可编程序控制器的合资企业,积极开发自己的产品。
同时,国内也开始研制可编程序控制器产品,当时在上海、北京、西安、广州、长春等地有约 20 多家科研单位、大专院校和工厂都在研制和生产可编程序控制器,但由于缺乏资金和后续研究力量、生产技术相对落后,只能停留在实验室阶段,没能投入实际应用和形成工业化生产。
(3) 可编程序控制器的广泛发展阶段(90 年代初期到现在)
进入90年代,我国的可编程序控制器进入了广泛发展阶段,主要表现在以下几个方面:
a. 政府重视
可编程序控制器的发展得到了政府的高度重视,在当时机械电子工业部的领导下,于 1991 年成立了可编程序控制器行业协会。可编程序控制器行业协会在政府和企事业之间起到了桥梁作用,沟通了情况,为做出决策提供了依据。同时可编程序控制器的标准化工作也受到了有关部门的重视,于 1993 年成立了可编程序控制器标准化技术委员会,为我国可编程序控制器的进一步发展打下了基础。
b. 应用更加广泛
这一阶段可编程序控制器的应用已经渗透到国民经济的各个部门和工业过程的各个角落,已成为企业提高装备技术水平的重要标志。在宝钢的二期三期工程中使用了国外多个厂家三十几种机型计六百多台套的可编程序控制器,在广西玉柴机器有限公司的柴油机生产线中使用了近二百台罗克韦尔自动化公司的可编程序控制器,像这样大范围使用可编程序控制器的系统已很常见。在这一阶段中,我国的工程技术人员充分显示出了设计应用、软件制作、设备成套的能力。**近,在笔者自行设计成套、软件开发、安装调试的我国西部大开发重点项目青海盐湖100万吨氯化钾项目中,采用可编程序控制器组成了全厂的自动化控制系统,并将可编程序控制器设计在MCC柜中,实现了全厂六百多面MCC柜、覆盖全厂各个工艺流程的综合自动化系统。该应用项目已引起国外各大公司的注意,罗克韦尔自动化公司邀请项目设计人员去美国公司总部进行介绍。
c. 研制、开发、生产取得成果
随着我国改革开放的不断深入,国外厂商纷纷看好中国的市场,在中国建立他们的办事处,甚至将他们的亚太总部设在中国。国内企业纷纷引进国外技术,从而促进了一批技术引进企业、合资企业的建立,带动了我国可编程序控制器行业的技术发展。可喜的是从90年代初期开始,由于可编程序控制器应用的不断深入,国内又掀起了自主研制开发可编程序控制器的高潮,虽然多为小型可编程序控制器,批量亦不大,但其功能、质量和可靠性已有明显的提高,代表产品如南京嘉华的JH200,I/O为12到120点,有高速计数器和模拟量功能;杭州新箭公司的D20P,其I/O为12/8点,D100的I/O可从40点扩展到120点;兰州全志的RD100、RD200,前者I/O为9/4点,2点模入,后者I/O为20~40点,扩展的功能有编码盘测速,热电偶测温和模拟量I/O,能联网32台RD200以及与PC机进行实时通信。同时,中大规模的可编程序控制器在国内也开始出现,交通部上海船舶运输研究所的STI2000,I/O为256点,多台联网时I/O可达4096点;北京和利时公司研制生产的Hollias-PLC 可编程序控制器,其中典型的产品为数字量I/O达1024点,模拟量I/O达256点,内置TCP/IP通信接口,很容易接入管理网,配有PROFIBUS-DP现场总线的主站,从站和远程I/O,并与合作伙伴一起推出了 InterControl G3小型可编程序控制器系统。在国外产品强手如林的情况下,这些产品已具有和国外同类产品进行竞争的能力,充分说明国产可编程序控制器发展已进入了一个新的阶段。