品牌:西门子
起订:1台
供应:9999台
发货:1天内
信息标签:西门子S7-200,供应,电子、电工,工控系统及装备
点击这里进行电话呼叫
点击这里QQ咨询
联系时一定要说在【贸易商务资源网】看到的将给您优惠!如果您也想和该公司一样在网站发信息有好排名,点击立即免费注册,发布产品推广。

西门子S7-200 西门子S7-200
SIEMENS中国授权分销商
我公司大量现货供应,价格优势,品质保证,德国原装进口
================================
上海隆彦自动化科技有限公司
联 系 人: 李 建
24小时联系手机: 15800846971
在 线 商 务 QQ: 3192212451
直线销售 电 话: 021- 61311951
传 真: 021-67355123
=================================
 全新原装产品,质量保证,价格优势!
全新原装产品,质量保证,价格优势!
希望我的用心能换来您对我们的信心!
快快选购哦,买不买没关系,进来看看也行哦!

上海隆彦长期低价销售西门子PLC,200,300,400,1200,西门子PLC附件,西门子电机,西门子人机界面,西门子变频器,西门子数控伺服,西门子总线电缆现货供应,欢迎来电咨询系列产品
价格波动,请来电咨询
品,折扣低,货期准时,并且备有大量库存.长期有效

花30秒询价,你会知道什么叫优势;花60秒咨询,你会知道什么叫;
合作一次,你会知道什么叫质量!以质量求生存,以信誉求发展。
我司将提供**的质量,作为自已**的责任。
1:作为西门子的分销商,我们的客户涉及钢铁、石油、化工、水处理、电力、建筑和食品等行业。我公司一贯保持良好的信誉,对客户总是热忱的提供,并且定期对客户进行回访,及时了解需求信息,以便及时调整销售策略。
2:由于在客户之中有很多系统成套商和工程商,所以经常有系统投标或整体成套的项目,客户会对我们提出更高的要求,如系统配置、现场等,这就要求我们有更好的意识和技术水平,深入参与到实际的项目中,用我们的特长取得更好的业绩。
3:作为一家工程商和成套商,在自动化领域里我们不仅占领相当部分的市场,并且在许多领域里作出了杰出的业绩。具有独立承包项目,完成交钥匙工程的经验和能力。并且独立开发了铁路运输微机联锁控制系统和脱轨系统,在全国各地有一百多条线路成功的投入使用
西门子S7-200

S7-300是SIMATIC控制器中销售量**多的产品,它已成功地用于范围广泛的自动化领域。S7-300 的重点在于为生产制造工程中的系统解决方案提供一个通用的自动化平台。这就是说,S7-300 是用于集中式或分布式结构的优化解决方案。坚持不懈的创新和改革使S7-300这个广泛应用的自动化平台能持续不断的升值概述。
一、S7-300 PLC系统组成
系统组成:

|
电源模块 (PS)
(选件) |
|
为S7-300/ET 200M 提供电源
将120/230V交流电压转变到所需要的24伏直流工作电压 输出电流2A、5A、10A |
| 中央处理单元 (CPU) |
|
多种CPU,有各种不同的性能,例如,有的CPU 上集成有输入/输出点,有的CPU上集成有PROFIBUS-DP通讯接口等。 |
|
接口模块 (IM) ? |
|
用于连接多机架配置的 SIMATIC S7-300 的机架。 **多配置4个机架。每个机架**多可以插入8个模块。在4个机架上**多可安装32个模块。
IM 365
IM 365/IM 361 |
| 信号模块 (SM) |
|
用于数字量和模拟量输入/输出 |
| 通讯处理器 (CP) |
|
用于连接网络和点对点连接 |
| 功能模块 (FM) |
|
用于高速计数,定位操作 (开环或闭环控制) 和闭环控制。 |
| 存储器 |
|
MMC |
| DIN标准导轨 |
|
用于模块安装 |
| 前连接器 |
|
用于简单而方便地连接传感器和执行器
更换模块时允许保持接线
采用编码元件以避免更 分为20针、40针两种 |
S7-300主要支持的硬件有:
??(1)电源(PS)
??电源模块提供了机架和CPU内部的供电电源,置于1号机架的位置。
??(2)中央处理器(CPU)
??CPU存储并处理用户程序,为模块分配参数,通过嵌入的MPI总线处理编程设备和PC、模块、其它站点之间的通讯,并可以为进行DP主站或从站操作装配一个集成的DP接口。置于2号机架。
??(3)接口模块(IM)
??接口模块将各个机架连接在一起。不同型号的接口模块可支持机架扩展或PROFIBUS?DP连接。置于3号机架,没有接口模块时,机架位置为空。
??(4)信号模块(SM)
??通常称为I/O(输入/输出)模块。测量输入信号并控制输出设备。信号模块可用于数字信号和模拟信号,还可用于进行连接,如传感器和启动器的连接。
??(5)功能模块(FM)
??用于进行复杂的、重要的但独立于CPU的过程,如:计算、位置控制和闭环控制。
??(6)通讯处理器(CP)
??模块化的通讯处理器通过连接各个SIMATIC站点,如:工业以太网,PROFIBUS或串行的点对点连接等。
??后三个模块在机架上可以任意放置,系统可以自动分配模块的地址。
??需要说明的是,每个机架**多只能安装8个信号模块、功能模块或通讯模块。如果系统任务超过了8个,则可以扩展机架(每个带CPU的中央机架可以扩展3个机架)。?
?各个模块的性能具体如下:
??(1)电源模块(PS)
??电源模块用于将SIMATIC S7-300 连接到120/230V AC电源。
??(2)CPU模块
??各种CPU 有各种不同的性能,例如,有的CPU 上集成有输入/输出点,有的CPU上集成有PROFI- BUS-DP通讯接口等。
?以上只是列出了部分指标,设计时还要参看相应的手册。
??(3)接口模块
??接口模块用于多机架配置时连接主机架(CR)和扩展机架 (ER)。S7-300通过分布式的主机架(CR)和3个扩展机架(ER),可以操作多达32个模块。运行时无需风扇。
??(4)信号模块
??信号模块用于数字量和模拟量输入/输出,又分DI/DO(数字量输入/输出)和AI/AO(模拟量输入/输出)模块。
??①数字量输入模块:
??②数字量输出模块:
??③数字输入/输出模块:
??④继电器输出模块:
??⑤模拟量输入模块
??⑥模拟量输出模块:
??⑦模拟量输入/输出模块:
??(5)功能模块
??西门子S7-300功能模块模块适用于各种场合,功能块的所有参数都在STEP7中分配,操作方便,而且不必编程。包括:计数器模块(FM350),定位模块(FM351),凸轮控制模块(FM352),闭环控制模块(FM355)等许多用于特定场合的模块。
??(6)通讯模块(CP)
??S7-300通讯模块是用于连接网络和点对点通讯用的专用模块,比如:用于S7-300和SIMATIC C7通过PROFIBUS通讯的模块CP343-5,用于S7-300和工业以网通讯的模块CP343-1及CP343-1 IT等
| 6ES7312-1AE13-0AB0 | CPU312,32K内存 |
| 6ES7312-5BE03-0AB0 | CPU312C,32K内存 10DI/6DO |
| 6ES7313-5BF03-0AB0 | CPU313C,64K内存 24DI/16DO / 4AI/2AO |
| 6ES7313-6BF03-0AB0 | CPU313C-2PTP,64K内存 16DI/16DO |
| 6ES7313-6CF03-0AB0 | CPU313C-2DP,64K内存 16DI/16DO |
| 6ES7314-1AG13-0AB0 | CPU314,96K内存 |
| 6ES7314-6BG03-0AB0 | CPU314C-2PTP 96K内存 24DI/16DO / 4AI/2AO |
| 6ES7314-6CG03-0AB0 | CPU314C-2DP 96K内存 24DI/16DO / 4AI/2AO |
| 6ES7315-2AG10-0AB0 | CPU315-2DP, 128K内存 |
| 6ES7315-2EH13-0AB0 | CPU315-2 PN/DP, 256K内存 |
| 6ES7317-2AJ10-0AB0 | CPU317-2DP,512K内存 |
| 6ES7317-2EK13-0AB0 | CPU317-2 PN/DP,1MB内存 |
| 6ES7318-3EL00-0AB0 | CPU319-3 PN/DP,1.4M内存 |
| 6ES7 953-8LF20-0AA0 | SIMATIC Micro内存卡 64kByte(MMC) |
| 6ES7 953-8LG11-0AA0 | SIMATIC Micro内存卡128KByte(MMC) |
| 6ES7 953-8LJ20-0AA0 | SIMATIC Micro内存卡512KByte(MMC) |
| 6ES7 953-8LL20-0AA0 | SIMATIC Micro内存卡2MByte(MMC) |
| 6ES7 953-8LM20-0AA0 | SIMATIC Micro内存卡4MByte(MMC) |
| 6ES7 953-8LP20-0AA0 | SIMATIC Micro内存卡8MByte(MMC) |
| 开关量模板 | |
| 6ES7 321-1BH02-0AA0 | 开入模块(16点,24VDC) |
| 6ES7 321-1BH10-0AA0 | 开入模块(16点,24VDC) |
| 6ES7 321-1BH50-0AA0 | 开入模块(16点,24VDC,源输入) |
| 6ES7 321-1BL00-0AA0 | 开入模块(32点,24VDC) |
| 6ES7 321-7BH01-0AB0 | 开入模块(16点,24VDC,诊断能力) |
| 6ES7 321-1EL00-0AA0 | 开入模块(32点,120VAC) |
| 6ES7 321-1FF01-0AA0 | 开入模块(8点,120/230VAC) |
| 6ES7 321-1FF10-0AA0 | 开入模块(8点,120/230VAC)与公共电位单独连接 |
| 6ES7 321-1FH00-0AA0 | 开入模块(16点,120/230VAC) |
| 6ES7 321-1CH00-0AA0 | 开入模块(16点,24/48VDC) |
| 6ES7 321-1CH20-0AA0 | 开入模块(16点,48/125VDC) |
| 6ES7 322-1BH01-0AA0 | 开出模块(16点,24VDC) |
| 6ES7 322-1BH10-0AA0 | 开出模块(16点,24VDC)高速 |
| 6ES7 322-1CF00-0AA0 | 开出模块(8点,48-125VDC) |
| 6ES7 322-8BF00-0AB0 | 开出模块(8点,24VDC)诊断能力 |
| 6ES7 322-5GH00-0AB0 | 开出模块(16点,24VDC,独立接点,故障保护) |
| 6ES7 322-1BL00-0AA0 | 开出模块(32点,24VDC) |
| 6ES7 322-1FL00-0AA0 | 开出模块(32点,120VAC/230VAC) |
| 6ES7 322-1BF01-0AA0 | 开出模块(8点,24VDC,2A) |
| 6ES7 322-1FF01-0AA0 | 开出模块(8点,120V/230VAC) |
| 6ES7 322-5FF00-0AB0 | 开出模块(8点,120V/230VAC,独立接点) |
| 6ES7 322-1HF01-0AA0 | 开出模块(8点,继电器,2A) |
| 6ES7 322-1HF10-0AA0 | 开出模块(8点,继电器,5A,独立接点) |
| 6ES7 322-1HH01-0AA0 | 开出模块(16点,继电器) |
| 6ES7 322-5HF00-0AB0 | 开出模块(8点,继电器,5A,故障保护) |
| 6ES7 322-1FH00-0AA0 | 开出模块(16点,120V/230VAC) |
| 6ES7 323-1BH01-0AA0 | 8点输入,24VDC;8点输出,24VDC模块 |
| 6ES7 323-1BL00-0AA0 | 16点输入,24VDC;16点输出,24VDC模块 |
| 模拟量模板 | |
| 6ES7 331-7KF02-0AB0 | 模拟量输入模块(8路,多种信号) |
| 6ES7 331-7KB02-0AB0 | 模拟量输入模块(2路,多种信号) |
| 6ES7 331-7NF00-0AB0 | 模拟量输入模块(8路,15位精度) |
| 6ES7 331-7NF10-0AB0 | 模拟量输入模块(8路,15位精度)4通道模式 |
| 6ES7 331-7HF01-0AB0 | 模拟量输入模块(8路,14位精度,**) |
| 6ES7 331-1KF01-0AB0 | 模拟量输入模块(8路, 13位精度) |
| 6ES7 331-7PF01-0AB0 | 8路模拟量输入,16位,热电阻 |
| 6ES7 331-7PF11-0AB0 | 8路模拟量输入,16位,热电偶 |
| 6ES7 332-5HD01-0AB0 | 模拟输出模块(4路) |
| 6ES7 332-5HB01-0AB0 | 模拟输出模块(2路) |
| 6ES7 332-5HF00-0AB0 | 模拟输出模块(8路) |
| 6ES7 332-7ND02-0AB0 | 模拟量输出模块(4路,15位精度) |
| 6ES7 334-0KE00-0AB0 | 模拟量输入(4路RTD)/模拟量输出(2路) |
| 6ES7 334-0CE01-0AA0 | 模拟量输入(4路)/模拟量输出(2路) |
西门子S7-200
机床动力头的进给运动PLC控制程序举例
某机床动力头的进给运动如图1所示,00000为启动按钮,按一次则动力头完成一个工作循环。启动时,动力头处于**左边,10000、10001、10002分别驱动三个电磁阀。试设计PLC程序。

解答:如图2所示,根据给定的波形图,可得到三个电磁阀的启停控制状态。

利用自身的常开触点使线圈持续保持通电即“ON”状态的功能称为自锁。如图5-3所示的起动、保持和停止程序(简称起保停程序)就是典型的具有自锁功能的梯形图, X1为起动信号和X2为停止信号。

图5-3 起保停程序与时序图
a)停止优先 b)起动优先
图5-3a为停止优先程序,即当X1和X2同时接通,则Y1断开。图5-3b为起动优先程序,即当X1和X2同时接通,则Y1接通。起保停程序也可以用置位(SET)和复位(RST)指令来实现。在实际应用中,起动信号和停止信号可能由多个触点组成的串、并联电路提供。
纺纱工艺流程及PLC控制系统
1、引言
HXFA368型条并卷联合机在纺纱的整个过程中是个瓶颈环节,一旦出现问题,后边整个生产过程就无法进行,所以要求设备控制系统稳定、性能可靠、使用方便和自动化程度高等特点。该控制系统将可编程序控制器(PLC)运算速度高、指令丰富、功能强大、可靠性高和抗干扰能力强等特点与触摸屏操作简单、功能强大、界面友好直观的特点结合在一起使用,使该系统具有很好的人机交互功能,在生产应用中取得很好的效果。
2、工艺流程及硬件结构设计
HXFA368条并卷联合机主要由成卷部分、牵伸部分、电气控制柜组成,结构简洁紧凑,在纺织备中起着承上启下的作用,其部分工作流程见图1:

图1工作流程图
系统采用中达电通公司DVP-60ES00R主机和DVP32XP(扩展模块)系列可编程控制器作为中心控制单元,输入点数52点,输出点数40点,共计92点。操作显示单元选用中达电通公司DOP-AE10THTD65536系列触摸屏,电机驱动选用中达电通公司VFD110B43A系列变频器控制。
在设备上共安装48个传感器和8个限位开关,其主要作用是负责各动作的定位、棉条有无的检测和脉冲信号的采样,传感器的输出信号都为开关量,以常开或常闭触点接入控制器的输入端子,选用24v直流电磁阀,直接用PLC的各输出点驱动电磁阀。设备通过一个电机和10个气缸完成系统机电气一体化控制,达到了设备的工艺要求。
3、系统软件设计
系统设计软件流程图如图2所示。
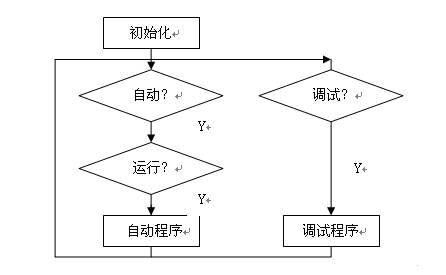
图2:程序流程图
3.1 系统初始化
每套控制程序初始化都是必需的,每一次PLC上电或对PLC强制复位都要初始化,主要对在程序中使用的各种计数器、定时器、寄存器等进行复位和设置,同时保留上次运行需要记忆的各种数据,完成运行前的各项准备工作。
3.3人机界面
控制柜上人机界面可使过程可视化,智能化,方便系统调试,增强系统故障之后的恢复能力,改善系统的可维护性,降低运行成本。
根据画面显示信息量采用十八个画面,各画面之间通过触摸键进行切换,同时触摸屏上各类组件的内存单元和与PLC中数据存储区的的单元相关联,构成系统整体监控。根据设备工艺要求设计了参数设定、系统调试、故障信息查询参数设定等画面。

参数设定画面
参数设定画面主要是为了给现场操作人员进行设备工艺参数调节使用的,根据棉纺工艺的不同,对棉卷大小进行调节,设备运行速度调节,棉卷滚出停止位置调节,动作的快慢进行调节等。系统调试画面是为设备调试和故障排除而设计的,通过此画面的24个按钮,可以对动作流程图中的每个动作进行单步执行来进行故障排除和设备调试。故障信息查询画面提供了故障报警和历史数据查找功能,一旦系统发生故障,屏上主画面出现故障原因,点击信息查询按钮故障报警画面分析报警原因,触摸屏提供了一个十分灵活和友好的窗口,方便现场人员的使用,增强了系统的可操作性。
在对DOP-AE10THTD65536触摸屏进行组态设计开发过程中,运用宏指令对控制程序进行了安全保护,防止用户对控制程序私自修改,造成事故发生,以下是部分宏指令:
\$133=(1
SIMATIC S7 PLC处理输入/输出中断的使用方法介绍
概述
本程序适用于SIMATIC S7-212和S7-214的计数器,可以从0计到255,这要取决于输入10.0的状态。如果将输入10.0置为1,则程序减计数;如果将输入10.0置为0,则程序加计数。
如果输入10.0的状态改变,则将立即激活输入/输出中断程序,中断程序0或1分别将有储器位M0.0置成1或0。
例图

程序框图

程序和注解
本程序是一个输入/输出中断程序的范例,计数器从0计到255。如果输入10.0为0,则程序加计数;如果输入10.0为1,则程序减计数。
本程序包括以下三个程序:
Main (主程序) 初始化和计数
INT0 (中断程序0) 输入10.0为1时,减计数。
INT1 (中断程序1) 输入10.0为0时,加计数。
本程序长度为32个字
//标题:事件中断
//********主程序*********
//主程序包括初始化程序和计数程序。
//计数器的存储器标志位M0.0的0或1状态,决定计数方向为加或减计数。
//当输入10.0山0变为1时,产生中断事件0,激活中断程序0 (INT0)。
//中断程序0将存储器位M0.0置成1,导致主程序减计数。
//当输入10.0山1变为0时,产生中断事件1,激活中断程序1 (INT1)。
//中断程序1将存储器位M0.0置成0,导致主程序加计数。
//主程序
|
LD MOVB ENI ATCH ATCH LDN AB>= A EU INCW
|
SM0.1 +0, AC0
+0, 0 +1,1 M0.0 16#FE, ACO SM0.5
AC0
|
//仅首次扫描时,SM0.1才为1,进行以下初始化 //将计数累加器ACO清Oa //允许中断。 //输入10.0为上升沿时激活事件中断0 //输入10.0为上升沿时激活事件中断1 //如果存储器的标志位M 0.0为0状态 //且计数累加器ACO的当前计数值小于或等于254 //且0.5秒脉冲 //且上升沿 //那么计算累加器ACO加1
|
|
LD AB<= A EU DECW
|
M0.0 16#1,AC0 SM0.5
ACO |
//如果存储器的标志位M 0.0为1状态 //且计数累加器ACO的当前计数值大于或等于 //且0.5秒脉冲 //且上升沿 //那么计算器累加器ACO减1
|
|
LD MOVB MEND
|
SM0.0 AC0, QB0 |
// SM0.0总是1。 //在输出端00.0至00.7显示ACO的当前计数值。 //主程序结束。
|
//******中断程序0******
//事件中断程序0将存储器的标志位M0.0置成
//此情况下程序减计数。
//
INT 0 //中断事件0减计数。
S M0.0,1 //将存储器的标志位M0.0置成
RETI //中断程序0结束。
//******中断程序1******
//事件中断程序1将存储器的标志位M 0.0置成Oa
//此情况下程序增计数。
INT 1
R M0.0,1
RETI
//中断事件1加计数。
//将存储器的标志位M0.0置成O。
//中断程序1结束。
请参考SIMATIC S丁EP 7编程参考手册的6.2节“中断指令”,为您提供了更多的有关输入输出中断的信息。
西门子PLC触点并联指令:O(Or)/ON(Or not)功能举例说明
(1)指令功能
O:或操作,在梯形图中表示并联连接一个常开触点。
ON:或非操作,在梯形图中表示并联连接一个常闭触点。
(2)指令格式如图1所示
梯形图

语句表


图1 O/ON 指令的使用
(3)O/ON指令使用说明:
2 2 O/ON指令可作为并联一个触点指令,紧接在LD/LDN指令之后用,即对其前面的LD/LDN指令所规定的触点并联一个触点,可以连续使用。
2 2 若要并联连接两个以上触点的串联回路时,须采用OLD指令。
2 2 ON操作数:I、Q、M、SM、V、S
立即类指令是指执行指令时不受S7-200循环扫描工作方式的影响,而对实际的I/O点立即进行读写操作。分为立即读指令和立即输出指令两大类。
立即读指令用于输入I接点,立即读指令读取实际输入点的状态时,并不更新该输入点对应的输入映像寄存器的值。如:当实际输入点(位)是1时,其对应的立即触点立即接通;当实际输入点(位)是0时,其对应的立即触点立即断开。
立即输出指令用于输出Q线圈,执行指令时,立即将新值写入实际输出点和对应的输出映像寄存器。
立即类指令与非立即类指令不同,非立即指令仅将新值读或写入输入/输出映像寄存器。
立即类指令的格式及说明如表1所示。
表1 立即类指令的格式及说明

西门子PLC触点串联指令A(And)、AN(And not)
(1)指令功能
A(And):与操作,在梯形图中表示串联连接单个常开触点。
AN(And not):与非操作,在梯形图中表示串联连接单个常闭触点。
(2)指令格式如图1所示


图1 A/AN 指令的使用
(3)A/AN 指令使用说明:
2 2 A、AN是单个触点串联连接指令,可连续使用。如图2所示。

图2

2 2 若要串联多个接点组合回路时,必须使用ALD指令。如图3所示。
2 2 若按正确次序编程(即输入:“左重右轻、上重下轻”;输出:上轻下重),可以反复使用=指令。如图4所示。但若按图5所示的编程次序,就不能连续使用“=”指令。
2 2 A、AN的操作数:I、Q、M、SM、T、C、V、S。


节省PLC I/O点的实用技术
1 引言
在设计PLC控制系统或对老设备进行PLC技术改造时,设计人员经常会发现系统的输入/输出信号太多,需占用大量的PLC输入/输出点,在原先预计的输入/输出点不够用的情况下,当然可以通过I/O扩展单元或I/O模块来解决,被迫提高PLC的选用档次,进而使系统的硬件配置增加,体积变大,设备初投资也随之大大增加。笔者认为在对不是需要增加很多输入/输出点的情况下,可以通过一定的设计技术来扩展输入/输出点的数量,而又不降低PLC系统的可靠性,从而达到降低设备初投资成本的目的。
2 对输入点的扩展技术
2.1 合并输入扩展技术
一台棉纺织设备中常常有几个起动控制按钮和几个停止控制按钮,且它们分别设置在机台的不同位置,形成一种多地控制系统。图1为三地控制的继电器控制线路,从图1中可以看出:在不同的地方装有3只停止按钮SB1、SB2、SB3,按下其中任一按钮都使KM失电,电动机停转;有3只起动按钮SB4、SB5、SB6,按下其中任一按钮都使KM得电并自保持,使电动机正常运转;还有一过载检测元件FR,只要主电路有过负荷故障,其串联在图1中的FR常闭触点断开,也使KM失电,电动机停转,从而切断过负荷故障。

图1 三地控制的继电器控制线路
若对该设备进行PLC改造,对输入信号不加任何处理,将有SB1~SB6、FR共7个输入信号要占用PLC 7个输入点,在输入/输出点相对紧张时,对输入信号可以采取图2所示合并输入扩展技术:即在PLC外部将4个常闭(动断)触点串联,3个常开(动合)触点并联后再分别接入PLC的输入端子,这样只需占用2个输入点,节省了5个输入点,同样能达到对其7个输入信号的处理目的。转化为梯形图如图3所示即可。

图2 合并输入扩展技术线路图

图3 采取合并输入扩展技术的梯形图 图4 油泵电机起停控制的梯形图
2.2 状态变换扩展技术
通常对于工作状态属于0/1或者开/关量变化的动作(如油泵电机的起停、冷却液的开关、灯的亮熄等)进行PLC控制时,一般情况下要由2个按钮分别控制它们的开和关。
图4为某机床油泵电机起停控制的梯形图,占用了PLC 2个输入点X0、X1,其中X0为油泵电机开按钮输入信号,X1为油泵电**按钮输入信号,Y0为油泵电机开输出信号。
对图4采用状态变换扩展技术,则只需一个按钮X0即可,每按一下按钮X0,就将当前的油泵电机的工作状态翻转一次,其实现的PLC梯形图程序有三种电路,分别如图5、图6、图7所示。

图5 用计数器的梯形图 图6 不用计数器的梯形图

图7 用功能指令的梯形图
图5为用计数器进行控制的状态变换技术。从图5可以看出,当**次按下X0时,使Y0=1且自保持,油泵电机运转,同时X0的下降沿启动C0计数一次;当第二次按下X0又松开时,它的下降沿又使C0计数一次,此时的计数值达到C0的设定值(K2),计数器C0动作,其动断触点断开Y0回路,油泵电机停转,实现了输出状态的翻转,在接下来的一个扫描周期内,计数器的动合触点使C0复位,为下次计数做准备,从而实现了用一只按钮启停的单数次计数、双数次计数复位的控制。
图6为不用计数器进行控制的状态变换技术。从图6可以看出,初始运行时,M0=M1=Y0=0,当**次按下X0时,其上升沿即使Y0=1且自保持,油泵电机运转,此时M0=1,M1=0;当第二次按下X0时的扫描周期内,M0=1,M1=1,Y0=0,油泵电机停转,实现了输出状态的翻转,在接下来的一个扫描周期内,M0=M1=Y0=0,又恢复为初始状态,为下一次的状态变换作好了准备。从而也实现了用一只按钮启停的单数次运转、双数次停转的控制[1>。
图7为用功能指令进行控制的状态变换技术。图7中,ALT为交替输出指令,其实际上是一个二分频电路,每执行一次ALT指令,目标元件的输出状态取反,即目标元件的状态在ON和OFF之间交替变换。初始运行时,Y0=0,当**次按下X0时,其上升沿即使Y0=1且自保持,油泵电机运转,当第二次按下X0时的扫描周期内,Y0=0,油泵电机停转,实现了输出状态的翻转[2>。
2.3 条件分隔扩展技术
在各种数控装置中,自动和手动是**常用的两种控制方式。手动工作方式的大量按钮,占用了很多的输入点,操作面板上的控制按钮大多是为手动方式准备的,仔细分析会发现有些手动控制中使用的按钮在自动方式中根本就不会出现。因此,我们可将这些不会同时出现的输入信号按工作方式分成两组,使它们在不同的工作方式中接入相同的输入点,从而达到节省输入点的目的,这种方法即为条件分隔扩展技术。具体方法如图8所示。
图8中,HK为工作方式转换开关(如1位为自动,2位为手动方式),必须占用一个点X0,以便在梯形图中区分不同的作用;X1、X2、X3为重复使用的输入点,这3个点分别接不同作用的开关,通过转换开关方式的选择,使点在不同时期起不同的作用,又为了避免寄生电路引起各点互相牵扯,各开关必须通过二极管或门再接到输入点上。像图8所示电路可节省6-4=2个输入点,达到了节省输入点的目的。

图8 采用条件分隔扩展技术的线路图
2.4 输入点组合应用扩展技术
将n个输入点取m个点组合,可得到Cnm个组合组,其每一个组合组便是一个新的输入点,从而使输入点从n个扩展为Cnm个,在不改变PLC原始配置的情况下使输入点净增Cnm-n个,这种技术称为输入点组合应用扩展技术。这种技术中,当n增加时,被扩展点数量增加很快。如n=6,当m=2时,新形成点数量为C62=15,这样就从n=6点扩展为15个点。在此技术中,一般取m=2,这样不致使梯形图过繁。具体实现办法如图9所示:

图9 采用输入点组合应用扩展技术的线路图
图9为n=5,m=2的组合应用图。图9中,在每个参与组合的点(X0到X4)上接一个二极管或门,其每个或门扇输入数为(n-1)=5-1=4,且每m个(本图为2)或门各与一个输入端相连,一直不重复地接完,直至形成Cnm(本图为C52)条连接线,这每一条连接线便是一个新的控制点。[3>
2.5 利用比较指令的输入扩展技术
比较指令的功能是比较两个数的大小。其指令格式如图10所示。当X0=ON时,则将K1(S1)与计数器C0(S2)的内容进行比较:
当K1>C0,M0=1; K1=C0, M1=1; K1

图10 利用比较指令输入扩展技术的梯形图
图10中,当按一下X0=ON,M1=1,Y0=1且自保持,**台电动机起动;再按一下X0=ON,M2=1,Y1=1且自保持,第二台电动机起动;第三次按下X0=ON,M0=1,Y2=1且自保持,第三台电动机起动,起动过程完成。同理,当要求逆序停车时,按一下X1=ON,M11=1,Y2=0,第三台电动机停车;再按一下X1=ON,M12=1,Y2=Y1=0,第二台电动机停车;第三次按下X1=ON,M10=1,Y2=Y1=Y0,**台电动机停车, 停车过程按要求完成。
3 对输出点的扩展技术
3.1 合并输出扩展技术
目前,用PLC来实现控制的领域越来越多,像舞台的艺术灯、大型户外广告屏、节日灯的控制等,在这些灯光的控制逻辑中,有一些灯的控制逻辑完全相同,对于通断状态完全相同的2个及以上的负载,可以采用并联连接的合并输出扩展技术,只需占用PLC的一个输出点即可;对于在不同的工作方式下(如自动或手动工作方式)或者通过外部开关的转换,有些输出点不会同时出现的场合,也可以采用合并输出扩展技术,使每个PLC输出点可以控制两个及以上不同时工作的负载。具体实现方法如图11所示。

图11 采用合并输出扩展技术的线路图
图11中,如果KM1、KM2所带负载的状态完全相同,只需把KM1、KM2的线圈并联连接,只占用1个输出点Y0,可节省1个输出点;同样图11中,如果Q1、Q2不会同时为接通状态,则可以1个输出点Y1来带动两路不会同时有输出的负载KM3、KM4的输出,从而也节省了一个输出点。
3.2 输出点组合应用扩展技术
输出点组合应用扩展技术的要点是将n个输出继电器号分为两组,每组个数各为n/2个,通过外部接线的技术组合,使每组每次有一个继电器有输出,则其可带(n/2)×(n/2)个负载,这种技术可节省(n/2)×(n/2)-n个输出点。如图12所示:用6个(注:n=6)输出点可以驱动9(3×3)个负载,节省了3个输出点,在梯形图编程时,需要用编码的方法确定每一个负载,每一个负载由行线和列线所在的输出继电器号共同承担。
3.3 机外处置扩展技术
PLC控制器有基本单元、扩展单元、扩展模块之分,其相对继电器-接触器控制电路而言,价格相对较高,尤其是在需要占用大量输出点时,还要对PLC基本单元进行扩展处理或需要选用更大点数的基本单元时,价格问题显得尤为突出,因此在对某些控制逻辑简单而又不参与工作循环的电气设备或者在工作循环之前须先工作的设备而言,在用PLC进行总体控制设计时,这些设备可以不用PLC来控制其输出,而采用PLC机外处置的办法仍用继电器-接触器来进行控制,从而也达到了节省输出点的目的,并且可大大降低投资成本。[1>

图12 采用输出点组合应用扩展技术的线路图
4 结束语
上述介绍的这些技术,虽经笔者在电气实验室调试取得了成功,证明是切实可行的,但在实际应用过程中仍要注意进行模拟调试和系统联调,确保万无一失。这些技术方法应当是在迫不得已的情况下考虑的方法,因为在考虑节约投资成本等经济性的同时,这些技术难免会带来实践操作、维护的复杂性,即使是非用不可,也一定要确保设备安全可靠,将复杂程度降到**限度,并注意做好设计资料的保管工作,以便提供维护人员随时查阅。
PLC的运行对环境的要求注意事项
国产plc因而正在运用中应留意以下成绩:电源:PLC关于电源线带来的搅扰存正在一定的抵抗力。正常PLC都由直流24 V输入需要应输出端,当输出端运用外接电流源时,应选用直流稳压电源。
环境:防止有侵蚀和易爆的气体,相似化学的酸碱等。 国产plc关于环境中有较多粉尘或者侵蚀性气体的条件,可将PLC装置正在开启性较好的掌握室或者掌握柜中。相似电厂的干排渣、干除灰等,正在基建前期增多了开启蜗居。
震动:应使PLC远离激烈的震动源,预防振动频次为10~55 Hz的屡次或者陆续振动。当运用条件没有可防止震动时,必需采取减震措施,如采纳减震胶。
湿度:为了保障PLC的绝缘功能,环境的**于湿度应小于85%(无凝露)。
温度:PLC请求条件温度正在0~55℃,装置时没有能放正在发烧能大的部件上面,四处透风散热的时间应剩余大。
PLC是国产plc一种用来轻工业消费主动化掌握的设施,正常没有需求采取什么措施,就能够间接正在轻工业条件中运用。但是,虽然有如上所述的牢靠性较高,抗搅扰威力较强,但当消费 条件过于顽劣,电磁搅扰尤其激烈,或者装置运用没有当,就能够形成顺序谬误或者演算谬误,从而发生误输出并惹起误输入,这将会形成设施的失控和误举措,国产plc从而没有能保障PLC的畸形运转。要进步PLC掌握零碎牢靠性,一范围请求PLC消费厂家进步设施的抗搅扰威力;另一范围,请求设想、装置和运用保护中惹起高低注重,多方合作能力完美处理成绩,无效地加强零碎的抗搅扰功能。
1)控制规模不断扩大,单台PLC可控制成千乃至上万个点,多台PLC进行同位链接可控制数万个点。
2)指令系统功能增强,能进行逻辑运算、计时、计数、算术运算、PID运算、数制转换、ASCⅡ码处理。**PLC还能处理中断、调用子程序等。使得PLC能够实现逻辑控制、模拟量控制、数值控制和其他过程监控,以至在某些方面可以取代小型计算机控制。
3)处理速度提高,每个点的平均处理时间从10μs左右提高到1μs以内。
4)编程容量增大,从几K字节增大到几十K,甚至上百K字节。
5)编程语言多样化,大多数使用梯形图语言和语句表语言,有的还可使用流程图语言或高级语言。
6)增加通信与联网功能,多台PLC之间能互相通信,互相交换数据,PLC还可以与上位计算机通信,接受计算机的命令,并将执行结果告诉计算机。通信接口多采用RS-422/RS-232C等标准接口,以实现多级集散控制。
目前,为了适应不同的需要,进一步扩大PLC在工业自动化领域的应用范围,PLC正朝着以下两个方向发展。其一是低档PLC向小型、简易、廉价方向发展,使之广泛地取代继电器控制;其二是中、**PLC向大型、高速、多功能方向发展,使之能取代工业控制微机的部分功能,对大规模的复杂系统进行综合性的自动控制。
在数控机床上采用PLC代替继电器控制,使数控机床结构更紧凑,功能更丰富,响应速度和可靠性大大提高。在数控机床、加工中心等自动化程度高的加工设备和生产制造系统中,PLC是不可缺少的控制装置。
起保停电路及点动控制电路
在自动控制电路中,起动按钮SB2,停止按钮SB1和交流接触器KM组成了起动、保持、停止(简称起保停电路)典型控制电路。图1-24是一个常用的**简单的控制电路。
起动时,合上隔离开关QS。引入三相电源,按下起动按钮SB2,接触器KM的线圈通电,接触器的主触头闭合,电动机接通电源直接起动运转。同时与SB2并联的常开辅助触头KM也闭合,使接触器线圈经两条路通电,这样,当SB2复位时,KM的线圈仍可通过KM触头继续通电,从而保持电动机的连续运行。这种依靠按接触器自身常开辅助触头而使其线圈保持通电的功能称为自保或自锁,这一对起自锁作用的触头称作自锁触头。

要使电动机停止运转,只要按下停止按钮SB1,将控制电路断开,接触器KM断电释放,KM的常开主触头将三相电源切断,电动机停止运转。当按钮SB1松开而恢复闭合时,接触器线圈已不能再依靠自锁触头通电了,因为原来闭合的触头早已随着接触器的断电而断开了。
起保停电路实现了电动机的连续运行控制。但有些生产机械要求按钮按下时,电动机运转,松开按钮时,电动机就停止,这就是点动控制。如图1-25图a所示。图b、c是实现点动与连续运行的电路。