江苏扬州八角监控杆价格_道路八角监控杆_交通八角监控杆制作
发布时间:2017-07-17 20:04:29 产品编号:GY-5-153987427 分享
价格:
0.00/套
品牌:无
供应:1000套
发货:3天内
信息标签:江苏扬州八角监控杆价格_道路八角监控杆_交通八角监控杆制作,供应,库存积压,库存照明器材
点击这里进行电话呼叫
点击这里QQ咨询
联系时一定要说在【贸易商务资源网】看到的将给您优惠!如果您也想和该公司一样在网站发信息有好排名,点击立即免费注册,发布产品推广。
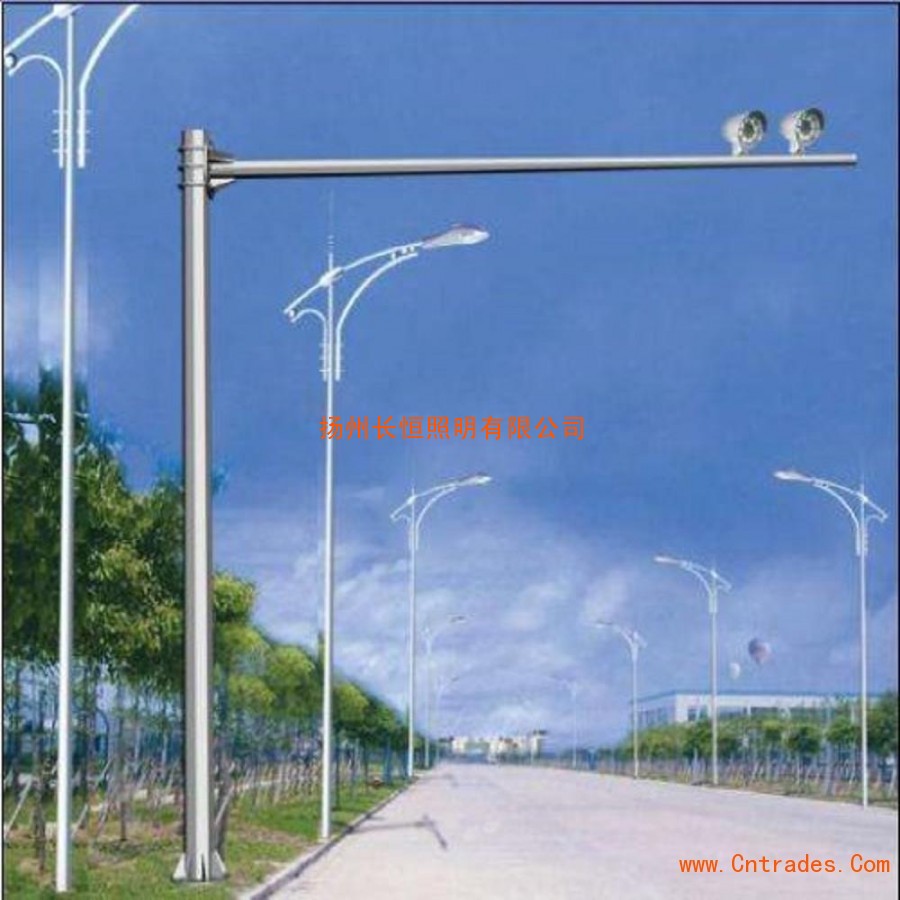
江苏扬州八角监控杆价格_道路八角监控杆_交通八角监控杆制作
八角监控杆镀锌喷塑的生产工艺
1、切割下料
在整个开料过程中,采用数控自动等离子切割,切口精细,切缝不超过1mm,为后续工艺创造许多有利条件。
2、成形
采用长达13米数控液压折弯机,控制精度高,灯杆成形美观,圆度不大于1mm,外表光滑,一次成形达13米以上。
3、焊接
采用数控自动收口机焊接。此设备集收口、焊接功能于一体,克服了传统由于合拢需点焊而影响整条直焊缝的整体性;焊缝一次成形,表面均匀,直线度不大于2‰。
4、配门
(1)配电门采用数控等离子切割机切割、具有精度高、切割小等优点,与杆体浑然一体。
(2)杆门内配有接地装置和接地线。
5、整形
本公司在整个生产过程中,分两次整形。**次在灯杆纵缝焊接完成后进行,有利于灯杆组焊的正确性和整批灯杆外观的一致性;第二次在镀锌后,喷塑前进行,用于消去热镀锌由于热应力所造成的灯杆的弯曲。成品保证灯杆直线度不大于1‰,全长不大于5mm。
6、镀锌
热浸镀锌生产工艺主要分为下列几个流程:
镀锌前检验→酸洗→助镀→烘干→镀锌→钝化→检验
6.1、镀锌前检验:
在镀锌前对灯杆的表面进行检验,是否存在油漆焊渣等杂物,如果存在必须进行清除,并检查是否留有镀锌工艺孔。
6.2、酸洗:
6.2.1、除油
对灯杆表面的油污进行清除,将灯杆放入除油剂中浸泡30分钟左右,待没法除尽方可,然后进行清洗。
6.2.2、酸洗
对灯杆表面的氧化层进行清洗,在盐 酸中浸泡,根据氧化程度不同浸泡时间不同,待灯杆表面全部氧化层清洗干净后,方可进入下道工序,如果表面有局部氧化层,需用工具打磨后再酸洗20分钟左右,酸液成分24小时分析一次。
酸洗完成后,必须在清洗池中进行清洗以去除灯杆表面的酸根离子。清洗次数必须在两次以上。
6.3、助镀
当灯杆清洗完成后,进入助镀池中进行助镀处理,温度在60-70摄氏度,时间约为3分钟,助镀剂成分4小时分析一次。
6.4、烘干
进行助镀后,灯杆放在烘干台上进行烘干,待灯杆烘干完毕后方可进入镀锌池中进行镀锌。
6.5、镀锌
灯杆在进镀锌锅时需缓慢进入,在锌液中停留时间约为3-5分钟,在漂灰时必须干净。任何灯杆慢慢提升,使得表面的锌流均匀平整,随后进行水冷却。锌液成分8小时分析一次。
6.6、钝化
经过水冷却后,为防止镀锌表面产生氧化,必须对镀锌表面进行铬酸处理,同时表面会产生黄色钝化斑,雨水冲淋后自然褪去。
6.7、检验
成品冷却后,进行整修。对于小的行刺、积瘤等缺陷进行清除,使得表面光洁平整。
检验以检查锌层厚度(厚度标准为80-100um)、结合力、表面光洁度、平整度、有无色差及发黑等现象。如符合标准方可进入下道工序,如不符合则重新镀锌。
采用**的热浸镀锌技术工艺和国内**的镀锌设备,同时解决了喷铝和喷锌只能是一种的物理结合,没有形成锌钛合金金属附着力差,使用寿命短的问题。
八角监控杆加工说明:
(1) 材质:监控立杆钢材材质为国际保准低硅低碳高强度q235,壁厚度≥4mm,底法兰厚度≥14mm。
(2) 设计:监控立杆结构及基础结构尺寸计算,依招客户确定的外观形状及厂家的构造参数按抗震6级、抗风力8级设防.
(3) 焊接工艺:应采用电焊接,整个杆体无漏焊,焊缝平整,无焊接缺陷。
(4) 喷塑工艺:镀锌后钝化处理,喷塑附着力好,厚度≥65μm。喷塑采用进口**塑粉。符合astm d3359-83标准。
(5) 杆体观感:造型及尺寸符合用户要求,造型流畅和谐,美观大方,色泽均匀,钢管直径选用合理。监控立杆为圆椎八角形结构,八角锥形杆整体无变形扭曲。杆体圆度标准1.0mm≤。杆体表面光滑一致,无横向焊缝。刀片划痕测试(25×25mm方格)喷塑层粘贴力强不轻易剥落。密封立杆并包顶端以防水气进入,防水内漏措施可靠。
(6) 垂直度检验:监控立杆直立后,使用经纬仪对杆的两向垂直度作检验,垂直度偏差≤1.0%。
.扬州长恒照明有限公司|||江苏扬州八角监控杆价格_道路八角监控杆_交通八角监控杆制作
联系方式