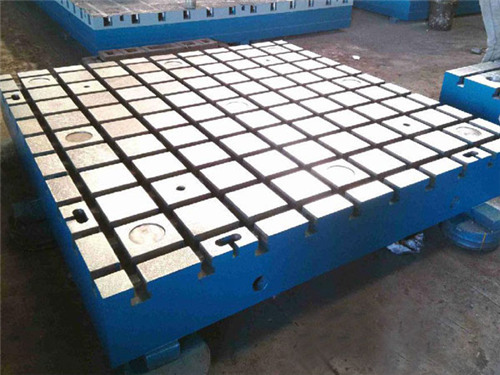
装配平板又名钳工装配平台,产品别名:装配平台、 装配平板、 精密装配平台、铸铁装配平台,主要应用于动力机械设备的装配及调试固定工件,表面带有T形槽,可以固定动力机械设备,要求较大的装配平台,可以拼装使用。
装配平板主要用途
装配平板广泛应用于机械加工,工具车间,机(检)修车间,大型设备底座,计量及精密度加工的检验,测量和研磨,具有**的测量水准,检验工件的平面度,平直度以及角度的公差值检测等。
装配平板操作方法
一般铸铁装配平台的使用寿命很长,铸铁装配平台只要采用正确的方法使用和保放,铸铁装配平台工作面的精度可以保持使用2年以上,铸铁装配平台精度降低时可以通过调试或刮研工艺恢复,装配铸铁平台本身的使用寿命可以达到50-100年,所以,延长装配铸铁平台的寿命,
装配平板加工工艺
装配平板是铸铁平板的一种,但是装配平板一般不是平面的,平台的表面要有T型槽或者孔,一般的加工工艺如下:
1、先加工基准面
零件在加工过程中,作为定位基准的表面应首先加工出来,以便尽快为后续工序的加工提供精基准。称
为“基准先行”。
2、划分加工阶段
加工质量要求高的表面,都划分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。主要是为了保证加工质量;有利于合理使用设备;便于安排热处理工序;以及便于时发现毛坯缺陷等。
3、先孔后面
对于方箱体、支架和连杆等零件应先加工平面后加工孔。这样就可以以平面定位加工孔,保证平面和孔的位置精度,而且对平面上的孔的加工带来方便。
4、主要表面的光整加工(如珩磨、研磨、精磨等),应放在工艺路线阶段进行,以免光整加工的表面,由于工序间的转运和安装而受到损伤。
装配平板是划线、测量、铆焊、工装工艺不可以缺少的工作台,也可以做机械试验平台等等。在装配平台的生产设计上采用箱体式、筋板式或其他结构型式。在装配平板的相对两侧面上,应有安装手柄或吊装位置的设置、螺纹孔或圆柱孔。装配平板经检定符合标准要求后,应附有产品合格证;产品合格证上应有本标准的标准号和产品序号。
从装配平板的整个检验过程中来看,平板本身为测量基面,其放置应稳定;用自准直仪检定时,仪器与平板不在同一刚体上.仪器支架牢固性尤为重要。所以装配平台的检定规程要求检定场地应牢固稳定,检定地点应避免振动。这是因为:工厂常将小平板置于钳工台或桌子上,牢固稳定性差。检定人员在装配平台附近的走动、检定工具在装配平台上的移动,都会产生不同的重力,使装配平板的空间位置发生变化,测量结果不可靠。所以检定这类平板时,平板应移至牢固稳定的场地上,避免重力变化对测量结果的影响。