品牌:蓝泽
起订:1套
供应:9999套
发货:3天内
信息标签:热熔焊接和放热熔焊到底有什么作用,供应,安全、防护,防雷避雷产品
点击这里进行电话呼叫
点击这里QQ咨询
联系时一定要说在【贸易商务资源网】看到的将给您优惠!如果您也想和该公司一样在网站发信息有好排名,点击立即免费注册,发布产品推广。

放热焊接是一种简单、高效率、高质量的金属连接工艺。产品主要应用于防雷及浪涌保护、电脑网络建设、电气设备接地工程、铁路、高速公路、石化工程、电力工程建设。
放热焊接操作步骤
1 将模具与导体清洁并烘干;
2 将待连接导体放入模具夹紧,无缝隙;
3 将钢碟放入反应腔底部;
4 导入焊粉,而后撒上引火粉;
5 将少量引火粉撒于模唇口,在盖上模盖;
6 使用专用点火枪点燃火粉;
7 焊粉在耐高温的模具中反应;
8 等待数十秒,打开模具并清洁模具,为下次连接做准备;
模具与模夹的准备与要点
9 使用前用加热工具干燥模具(如烘干箱或喷灯),驱除水气。久末使用的模具内含有水分,尤其是前次使用完后仍留有残渣的模具,水分更多;
10 清洁模具,请使用软毛刷或其他软性物质;
11 检查模具接触面的密合度,防止作业时铜液从缝隙出渗漏出来;
12 模夹是用于开合模具的,模夹的紧密程度对焊接的效果有影响,请再焊接开始之前认真检查模夹,并做适当调整;调节方法如下:(a)使模夹置于打开状态(b)松开模夹固定栓锁扣(c)取出固定栓(d)调整调节螺丝,逆时针旋转(松)(e)插入固定栓与锁扣(f)开合模夹,观察效果
13 安装调节模夹,将模夹的密合度与模具的密合度调整到**状态;
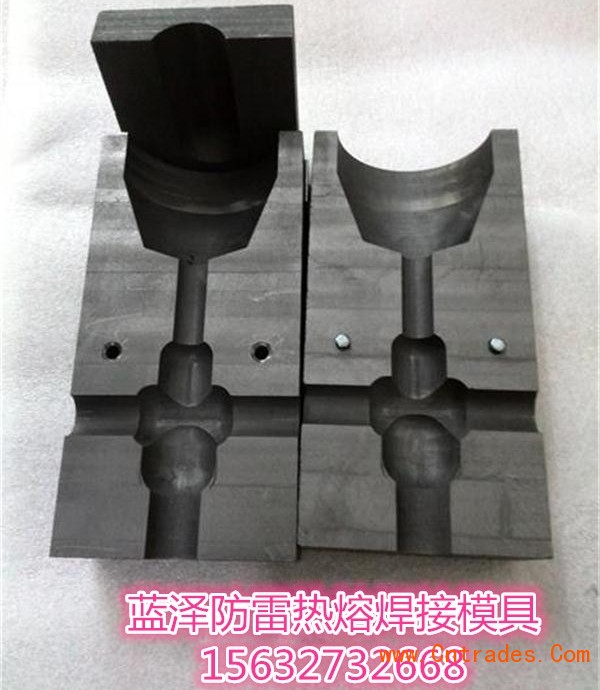
14 放热焊接模具有石墨制成,非常的脆弱,无法承受抛甩与力量冲击,故不可讲超过模具铭牌所示尺寸的熔接物强行放入模具,或使用金属物质,坚硬的工具等来清除残渣;
15 如果被熔接物的尺寸小于模具铭牌所示,为避免铜液渗漏可用如下方法弥补:(a)使用适当厚度的铜套管(2)使用铜片或铜带(3)使用密封剂(4)使用高温棉带;
16 石墨模具按上述步骤保养,使用寿命可达80-150次以上;
**次购买放热焊接产品看这里
放热焊接购买要点 (入门级,如果您是首次购买,请仔细阅读)
放热焊接产品,**常用的有放热焊接模具、放热焊接焊粉、模具夹、点火枪等辅助工具。
放热焊接模具是能够重复使用的,而焊粉是一次性的,好比电焊机和电焊条。放热焊接模具使用寿命一般在100次以上,部分型号寿命更长,例如一字焊接(特别是焊接线、棒等圆柱体形状的导体),部分型号寿命略短,例如十字型模具,购买放热焊接工器具前请核实具体需要焊接什么形状的导体,规格是什么,(铜排是40×4 、40×5 、50×5 、60×6 或者其他规格铜缆是70mm2、95mm2、120mm2、150mm2、185mm2或者其他规格接地棒直径是Φ14.2Φ17.2Φ20Φ22或者其他规格),焊点形状是什么样(一字接T字接十字接水平的立体的)
每种焊粉的使用克数,我单位出厂模具上的铭牌均标写有焊粉的型号,请一一对应使用。简单说就是三个问题:1.需要明确要焊接材料的规格;焊点形状;每种焊点的数量。模具夹分为两大种,一种是普通模具夹,适用于大部分模具,另一种是偏心模具夹,主要应用在十字焊接和接地棒焊接上。
联 系 人:范经理
号 码:156-3273-2668(微信同号)
在线QQ:171-962-542
邮箱:171-962-542@qq.com