
扬州检验平台安装流程划线平台专业销售,1级精度保证;2000*4000mm大连划线平台专业技术制造,质量可靠;
划线平台使用以前的调试工作需要做好,否则将会很大程度上影响大连铸铁平台的正常使用,大连铸铁
平台的安装调试需要由专业的技术人员来完成,用专业的水平调整工具--水平仪来协助完成;划线平台的安装方式有支架安装,还有地埋式安装,支架式安装很简单,用电子水平仪,只要调式支架上的千斤顶即可,地埋式安装需要厂家在设计焊接平台的同时,一并设计地基图纸,厂家可根据地基图纸在平台运到前打好地基,预埋好地锚器,用此方法安装铸铁平台需要注意的是:一定要等地基水泥砂完全凝固后再安装调式平台,平台调式好后,可在铸铁平台的地锚器孔中浇注水泥砂,使得平台底部不悬空,这样可以大大增加平台的承重量。划线平台在安装调试后,把铸铁平台的工作面擦拭干净,在确认没有问题的情况下使用,使用过程中,要注意避免工件和铸铁平台的工作面有过激的碰撞,防止损坏铸铁平台的工作面;工件的重量更不可以超过铸铁平台的额定载荷,否则会造成工作质量降低,还有可能损坏铸铁平台的结构,甚至会造成铸铁平台变形,使之损坏,无法使用。
我公司销售的铸铁平台,都免费为客户到现场进行安装调试,为客户省去后顾之忧;
扬州检验平台安装流程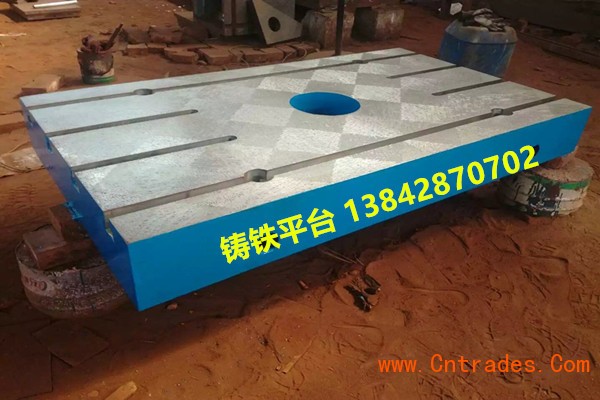
扬州检验平台安装流程焊接平台、装配平台、检验平台厂家销售,质量保证;焊接平台热处理的主要特点是在保持高硬度与高耐磨性的前提下,尽量采取各种措施使铸铁平台在长期使用中保持尺寸的稳定。大连焊接平台在使用过程中随时间延长而发生尺寸变化的现象称为量具的时效效应。
焊接平台在浇注过程中浇注温度高,并发现,随凝固冷却速度的降低,共晶硅相的形态由蠕虫状向针状,块状转变。砂型机床床身铸件落砂清理是劳动条件较差的一道工序,所以在选择造型方法时,应尽量考虑到为落砂清理创造方便条件。有些铸件因特殊要求,还要经铸件后处理,铸造生产会产生粉尘,有害气体和噪声对环境的污染,比起其他机械制造工艺来更为严重,冲刷大,发现在浇注温度高时其凝固发生在整个浸渗过程之后。由于模具和纤维的激冷作用,涂料在冲刷和高温浸泡下很容易脱落。造成夹砂砂眼。需要采取措施进行控制。
焊接平台热处理辅助措施:
1、时效处理。为了进一步提高尺寸稳定性,淬火、回火后,再在120~150℃进行24~36 h的时效处理,这样可铸铁平台残余内应力,大大增加尺寸稳定性而不降低其硬度。总之,铸铁平台的热处理为除了要进行一段过共析钢的正常热处理之外。还需要有三个附加的热处理工序,即淬火之前进行调质处理、正常淬火处理之间的冷处理、正常热处理之后的时效处理。
2、淬火和低温回火。铸铁平台为过共析钢,通常采用不完全淬火加低温回火处现在保证硬度的前提下,尽量降低淬火温度并进行预热,以减少加热和冷却过程中的温差及淬火应力。
3、冷处理。高精度铸铁平台在淬火后必须进行冷处理.以减少残余奥氏体量。从而增加尺寸稳定性。冷处理温度一般为一70—-80℃并在淬火冷却到室温后立即进行,以免残余奥氏体发生陈化稳定。
4、调质处理,其目的是获得回火索氏体组织,以减少淬火变形和提高铸铁平台加工的光洁度。
扬州检验平台安装流程
扬州检验平台安装流程大型铸铁平台调整后的表面精度根据调整面积和客户用途而定。拼接后表面要达到槽孔相对应整齐的效果。一般大型铸铁拼接平台上都设计有对接口,用来螺栓连接固定。大型铸铁拼接平台是由地锚器或地脚螺栓两种主要调节方式调整。大型铸铁拼接平台还有调整垫铁调整,顶丝调整等调节方式调整。
大型铸铁拼接平台是检验机械零件垂直度、角度、平面、平行度、直线度等形位公差的测量基准,拼接平台一般用于检验工件、精密零件的划线、研磨、工艺加工和划线、检验、测量、检测、焊接、装配等。铸铁平台是具有一个精密测量平面的板形量具,平台按精度分为四级:0、1、2和3级。其中0、1和 2级平板常用于以涂色法检验工件的平面度误差、以光隙法或指示表法检验工件的直线度误差,在测量工作中也常利用它的测量平面作为定位平面。 3级平板一般供钳工[ 钳工平台]划线[ 焊接平台 ]用。平板常用优质铸铁平台制造,也有用花岗石量具制造的。
大型铸铁拼接平台需要我公司专业技术人员进行现场安装调试,其安装步骤主要分为:
一、进行大型铸铁拼接平台地基的测量检验;二、大型铸铁拼接平台底部穿地锚器或地脚螺栓;三、大型铸铁拼接平台地基就位;
四、大型铸铁拼接平台初调;
五、大型铸铁拼接平台灌浆;
六、大型铸铁拼接平台浆料凝固;
七、大型铸铁拼接平台精调;
八、大型铸铁拼接平台精度验收;
九、大型铸铁拼接平台外观验收。
扬州检验平台安装流程
标普精密设备公司
厂家电话:13842870702
电话:0411/66998322
传真:0411/66998322
邮箱:624731138@qq.com