品牌:咏昊
起订:1台
供应:200台
发货:13天内
信息标签:佛山最好一家内整平,(咏昊牌),不锈钢内整平,供应,机械及行业设备,金属成型设备
点击这里进行电话呼叫
点击这里QQ咨询
联系时一定要说在【贸易商务资源网】看到的将给您优惠!如果您也想和该公司一样在网站发信息有好排名,点击立即免费注册,发布产品推广。

1、概况
不锈钢焊管在材质和力学性能方面都优于不锈钢无缝管,但不锈钢管内外焊缝余高特别是内焊缝余高的去除问题一直困扰着不锈钢焊管生产企业。虽有内置刮刀或内磨装置等解决方案,但效果都不理想。这严重阻碍了不锈钢焊管应用领域的进一步拓展。目前,石油、化工、核电、锅炉、食品、医药等行业主要是用不锈钢无缝管。
2、设备组成
内整平不锈钢机械设备组成由内外焊缝整平机架、液压气动系统、带PLC控制的全自动电液气控制系统、还包括模具和轧制液循环设备。
3、设备技术特点
不锈钢焊管内外焊缝整平装置是一个内置芯棒并利用轧辊对不锈钢焊管进行滚压的往复式自动滚压装置,通过控制滚压强度和道次以达到使不锈钢焊管内外焊缝整平、**去除内外焊缝余高且与母材平齐的要求。通俗的讲,就是实现不锈钢焊管的无缝化。
4、内整平不锈钢机械其滚压部分示意图如下:
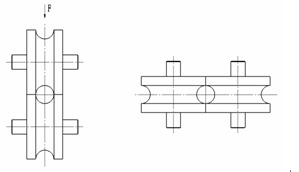
5、工作流程
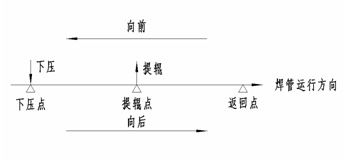
带有内外焊缝余高的不锈钢焊管经过水平辊滚压后,余高被去除,焊管截面变成一个水平椭圆,芯棒在焊管内被卡住跟着焊管走;再经立辊滚压,焊管截面变成一个正圆,芯棒跟焊管分离在机架返回时被气缸拉回适当位置,再进行第二个滚压循环。
6、其往复式运动轨迹图如下
7、主要技术参数
| 型号 | ||||
| BGP-40 | O.D.12-51mm | 0.5-2.0mm | 0-6m/min | 7.5KW |
| BGP-50 | O.D.32-76mm | 0.5-3.0mm | 0-6m/min | 11KW |
| BGP-60 | O.D.50-114mm | 0.5-3.5mm | 0-4m/min | 11KW |
| BGP-80 | O.D.89-168mm | 0.5-4.0mm | 0-3m/min | 15KW |
| BGP-100 | O.D.100-219mm | 0.5-6.0mm | 0-2m/min | 15KW |
| BGP-100 | O.D.150-273mm | 0.5-8.0mm | 0-1.5m/min | 18.5KW |
 |
1目的:
1.1为了更好的保证设备正常运行,有效保证顺利生产,满足产品要求。
1.2对设备进行有效保养。
1.3编写合理的操作指导,确保生产计划和产品质量要求的达成。
2使用范围:
焊管生产:制管部。
3细则:
3.1各班交接时确保有效的设备外部清洁,并有相关清洁记录。
3.2上班前与交接班准确掌握好机台运作情况及时协调保证正常生产。注意水、气、电开启与否,打磨页轮、锯片、切割台是否正常。
4开机:
4.0 开机前,按润滑要求,向各需加注润滑油的部位注射不同润滑油
4.1首先检查各电器开关是否在0位,然后打开电源。
4.2检查各机械部位及气动系统是否正常,如有异常现象,应及时检查排除,以免造成机械设备事故发生,。
4.3检查变速器?n位是否正确,否则产生质量问题,切割机压力表是否达到0.5-0.7mpa,否则不能切割。
4.4每天早晨上班先让电机空运行2-3分钟,变速器?n位对0,开车时操作者不准离开机床,不准做其他无关的事。
4.5严禁戴手套开机,长袖衣服必须戴手袖,长头发必须戴帽子。
4.6开机时旋转部位不得擦拭。
4.7正确调整模具,不能大力下压,到位就行。
4.8运行过程中,不准离开机床,不准做其他无关的事,注意焊口是否正常。
4.9制管过程中剪带必须经过车间主任同意,存放到放带区,并协同吊带操作者在《生产流程卡》上详细记录,切不可随意丢弃。
4.10操作中如发现各种异常现象,如冒烟、有焦味、保险丝突然烧断、指示灯突然熄灭及时关掉电源开关待检查清楚,排除故障后再开机操作。
4.11产品的长度经常检查,不能超过6.01米,不能少于6.0米。严格控制在4mm之间。卸管架上的管不能超过总容量的95%,叫平口人员及时吊开,否则损伤由操作人负责。
5.停机:
5.1待焊机停止同时关闭电源。
5. 2将量具用干净的棉布仔细擦拭干净,并放置在盒子里然后放进工具箱。
5. 3收拾机床上所有的工装夹具并各自分类归为,存放在工具箱里
6.现场整理或交接。
6.1每班下班前20分钟打扫设备周边1米范围,包括设备对应的窗台。
6.2清理地台板和机床底部,并将整台设备擦拭干净。
6.3将报废不锈钢管拉出去指定位置。
6.4下班时把自己所生产的规格及支数,穿孔管(支数)、废料(kg)在生产记录卡上登记完好,由车间质检统计,并填写好《生产流程卡》,交待接班人员机台运作情况及应该注意的事情。打扫好机台及区域卫生方可离开。