品牌:德创化工
起订:25KG
供应:820000KG
发货:1天内
信息标签:改性TPE包胶ABS材料,供应,塑料橡胶,热塑性弹性体
点击这里进行电话呼叫
点击这里QQ咨询
联系时一定要说在【贸易商务资源网】看到的将给您优惠!如果您也想和该公司一样在网站发信息有好排名,点击立即免费注册,发布产品推广。

 可为客户提供量身订做,物美价廉的原料,欢迎来电咨询!TPE/TPR包胶一般温度:包胶PP注塑温度:160-200度包胶ABS注塑温度:170-210度包胶PC注塑温度:180-220度包胶PA注塑温度:240-280度具体产品还要根据实际机台调整注塑温度ABS包胶TPE/TPR热塑性弹性体胶料供应可包胶粘接ABS塑料的TPE软胶料,胶料硬度60度(ShoreA60度)。硬度(0~100A)可按要求生产。1.胶料特性——包胶ABS的TPE胶料具有橡胶的回弹性,与ABS粘接性优良,耐磨性耐刮性好,TPE材质触感舒适爽滑,材料流动性佳,易加工成型。包胶ABS用的TPE,**常见的硬度是60度,不同的产品要求,可选择不同的材料硬度,但一般粘接ABS用的TPE胶料硬度范围在ShoreA30~95度。TPETPR包胶加工工艺TPE包胶射粘一般采用二次注塑工艺,即将已啤(注塑)好的硬质塑胶件固定在包胶模具上,再在合适的温度下将TPE软胶注塑射粘到硬胶件上,并经冷却得到制品。包胶射粘的注塑温度依据包胶的硬胶材料而不同。因温度要考虑到让硬胶和TPE软胶两种材料都要软化,才能促使两种材料在接触面达到一定的相容。为达到真包胶效果,通常TPE包胶PP料注塑温度在160-190摄氏度左右;包胶ABS料在180-220摄氏度左右;包胶PC料温度在180-220摄氏度左右;包胶PA尼龙料在240-280摄氏度左右。产品量大的建议开双色模具,双色注塑机加工生产率比较快,自动化,降低生产成本tpe材料的优点和缺点如下:优点:热塑性弹性体具有环保无毒安全,硬度范围广,有优良的着色性,触感柔软,耐候性,抗疲劳性和耐温性,加工性能优越,无须硫化,加工效率高于橡胶,可以循环使用降低成本,贵华TPE原料既可以二次注塑成型,与PP、PE、PC、PS、ABS等基体材料包覆粘合,也可以单独成型。详细情况请参考具体的热塑性弹性体性质。缺点:TPE的耐热性不如橡胶,随着温度上升而物性下降幅度较大,因而适用范围受到限制。同时,压缩变形、弹回性、耐久性等同橡胶相比较差,价格上也往往高于同类的橡胶。贵华塑胶,tpe优缺点根据不同材料而定,随着技术的发展,优缺点是相对的,具体请查询详细的材料和加工性能。TPE物理性能测试方法1、比重(ASTMD792,ISO1183)密度是单位体积物质的质量。比重是在23°C下,一定体积物质的质量与相同体积去离子水质量之比.比重和密度至关重要.因为塑料是以每磅为基础售出的,而低密度或低比重意味着每榜重量含更多的材料,常用液体浮力法作测定方法。比重=a/[(a+w)-b]a=试样在空气中的质量b=试样和小锤(若被使用)在水中的质量w=完全浸没的小锤(若被使用)和部分浸没的金属丝质量密度(kg/m3)=比重×997.62、吸水性(24小时/平衡)ASTMD570吸水性是用来确定在规定条件下被吸收的水的总量.影响吸水性的因素有:塑料的类型、使用的添加剂、温度以及暴露时间.吸水性试验中,将试样在规定温度的烘箱里烘干规定时间,移至干燥器冷却,冷却完毕后,立即称重.将试样规定条件下浸于水中,通常是在23°C下浸泡24小时或直到平衡.将试样取出,用lintfreecloth擦干,称重吸水百分率=[(浸水后质量-浸水前质量)/浸水前质量]x100。
可为客户提供量身订做,物美价廉的原料,欢迎来电咨询!TPE/TPR包胶一般温度:包胶PP注塑温度:160-200度包胶ABS注塑温度:170-210度包胶PC注塑温度:180-220度包胶PA注塑温度:240-280度具体产品还要根据实际机台调整注塑温度ABS包胶TPE/TPR热塑性弹性体胶料供应可包胶粘接ABS塑料的TPE软胶料,胶料硬度60度(ShoreA60度)。硬度(0~100A)可按要求生产。1.胶料特性——包胶ABS的TPE胶料具有橡胶的回弹性,与ABS粘接性优良,耐磨性耐刮性好,TPE材质触感舒适爽滑,材料流动性佳,易加工成型。包胶ABS用的TPE,**常见的硬度是60度,不同的产品要求,可选择不同的材料硬度,但一般粘接ABS用的TPE胶料硬度范围在ShoreA30~95度。TPETPR包胶加工工艺TPE包胶射粘一般采用二次注塑工艺,即将已啤(注塑)好的硬质塑胶件固定在包胶模具上,再在合适的温度下将TPE软胶注塑射粘到硬胶件上,并经冷却得到制品。包胶射粘的注塑温度依据包胶的硬胶材料而不同。因温度要考虑到让硬胶和TPE软胶两种材料都要软化,才能促使两种材料在接触面达到一定的相容。为达到真包胶效果,通常TPE包胶PP料注塑温度在160-190摄氏度左右;包胶ABS料在180-220摄氏度左右;包胶PC料温度在180-220摄氏度左右;包胶PA尼龙料在240-280摄氏度左右。产品量大的建议开双色模具,双色注塑机加工生产率比较快,自动化,降低生产成本tpe材料的优点和缺点如下:优点:热塑性弹性体具有环保无毒安全,硬度范围广,有优良的着色性,触感柔软,耐候性,抗疲劳性和耐温性,加工性能优越,无须硫化,加工效率高于橡胶,可以循环使用降低成本,贵华TPE原料既可以二次注塑成型,与PP、PE、PC、PS、ABS等基体材料包覆粘合,也可以单独成型。详细情况请参考具体的热塑性弹性体性质。缺点:TPE的耐热性不如橡胶,随着温度上升而物性下降幅度较大,因而适用范围受到限制。同时,压缩变形、弹回性、耐久性等同橡胶相比较差,价格上也往往高于同类的橡胶。贵华塑胶,tpe优缺点根据不同材料而定,随着技术的发展,优缺点是相对的,具体请查询详细的材料和加工性能。TPE物理性能测试方法1、比重(ASTMD792,ISO1183)密度是单位体积物质的质量。比重是在23°C下,一定体积物质的质量与相同体积去离子水质量之比.比重和密度至关重要.因为塑料是以每磅为基础售出的,而低密度或低比重意味着每榜重量含更多的材料,常用液体浮力法作测定方法。比重=a/[(a+w)-b]a=试样在空气中的质量b=试样和小锤(若被使用)在水中的质量w=完全浸没的小锤(若被使用)和部分浸没的金属丝质量密度(kg/m3)=比重×997.62、吸水性(24小时/平衡)ASTMD570吸水性是用来确定在规定条件下被吸收的水的总量.影响吸水性的因素有:塑料的类型、使用的添加剂、温度以及暴露时间.吸水性试验中,将试样在规定温度的烘箱里烘干规定时间,移至干燥器冷却,冷却完毕后,立即称重.将试样规定条件下浸于水中,通常是在23°C下浸泡24小时或直到平衡.将试样取出,用lintfreecloth擦干,称重吸水百分率=[(浸水后质量-浸水前质量)/浸水前质量]x100。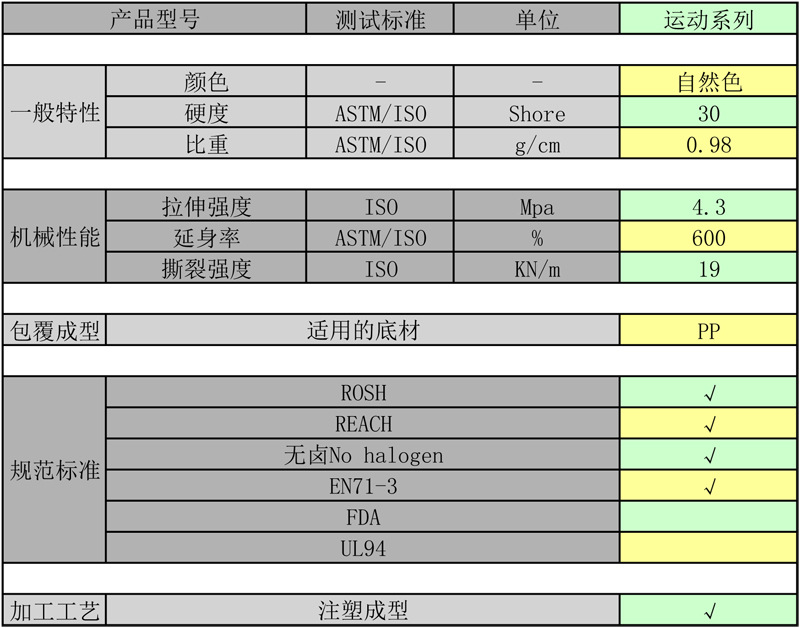 3、成型收缩率热塑性塑料在模具中成型,冷却后脱模的成型品,会有收缩现象,即成型品小于模腔尺寸,这就是成型收缩率。算式:收缩率(%)=(型腔尺寸-成品尺寸)/型腔尺寸*100。热塑性弹性体(ThermoplasticElastomer-TPE)亦称热塑性橡胶(ThermoplasticRubber-TPR)是一种兼具橡胶和热塑性塑料特性之材料,热塑性弹性体具有多种可能的结构,**根本的一条是需要有至少两个互相分散的聚合物相,在正常使用温度下,一相为流体(使温度高于它的Tg—玻璃化温度),另一相为固体(使温度低于它的Tg或等于Tg),并且两相之间存在相互作用。即在常温下显示橡胶弹性,高温下又能塑化成型的高分子材料,具有类似于橡胶的力学性能及使用性能、又能按热塑性塑料进行加工和回收,它在塑料和橡胶之间架起了一座桥梁。因此,热塑性弹性体可象热塑性塑料那样**、有效的、经济的加工橡胶制品。就加工而言,它是一种塑料;就性质而言,它又是一种橡胶。热可塑性弹性体有许多优于热固性橡胶的特点。目前,热塑性弹性体尚无统一的命名,习惯以英文字母缩写语TPR表示热塑性橡胶,TPE表示热塑性弹性体,两者在有关资料著作中均有使用。为统一起见,都以TPE或热塑性弹性体称之。TPETPR包胶加工工艺TPE包胶射粘一般采用二次注塑工艺,即将已啤(注塑)好的硬质塑胶件固定在包胶模具上,再在合适的温度下将TPE软胶注塑射粘到硬胶件上,并经冷却得到制品。包胶射粘的注塑温度依据包胶的硬胶材料而不同。因温度要考虑到让硬胶和TPE软胶两种材料都要软化,才能促使两种材料在接触面达到一定的相容。为达到真包胶效果,通常TPE包胶PP料注塑温度在160-190摄氏度左右;包胶ABS料在180-220摄氏度左右;包胶PC料温度在180-220摄氏度左右;包胶PA尼龙料在240-280摄氏度左右。产品量大的建议开双色模具,双色注塑机加工生产率比较快,自动化,降低生产成本。贵华塑胶有限公司专业生产TPE,TPR,TPV,TPU,可为客户提供量身订做,物美价廉的原料,欢迎来电咨询!TPE热塑性弹性体特性:1、材料有半透、高透明、白色、黑色供选择。2、已通过ROHS、PAHs、SGS测试,等级测试。3、材料环保无卤无毒无味,不含塑胶软化剂、磷苯二甲酸盐、重金属等化合物。4、良好的减震性和防滑耐磨。5、良好的抗紫外线及耐化学药品性。6、广阔的硬度范围选择(邵氏0度-95度)。可根据需求任意调整
3、成型收缩率热塑性塑料在模具中成型,冷却后脱模的成型品,会有收缩现象,即成型品小于模腔尺寸,这就是成型收缩率。算式:收缩率(%)=(型腔尺寸-成品尺寸)/型腔尺寸*100。热塑性弹性体(ThermoplasticElastomer-TPE)亦称热塑性橡胶(ThermoplasticRubber-TPR)是一种兼具橡胶和热塑性塑料特性之材料,热塑性弹性体具有多种可能的结构,**根本的一条是需要有至少两个互相分散的聚合物相,在正常使用温度下,一相为流体(使温度高于它的Tg—玻璃化温度),另一相为固体(使温度低于它的Tg或等于Tg),并且两相之间存在相互作用。即在常温下显示橡胶弹性,高温下又能塑化成型的高分子材料,具有类似于橡胶的力学性能及使用性能、又能按热塑性塑料进行加工和回收,它在塑料和橡胶之间架起了一座桥梁。因此,热塑性弹性体可象热塑性塑料那样**、有效的、经济的加工橡胶制品。就加工而言,它是一种塑料;就性质而言,它又是一种橡胶。热可塑性弹性体有许多优于热固性橡胶的特点。目前,热塑性弹性体尚无统一的命名,习惯以英文字母缩写语TPR表示热塑性橡胶,TPE表示热塑性弹性体,两者在有关资料著作中均有使用。为统一起见,都以TPE或热塑性弹性体称之。TPETPR包胶加工工艺TPE包胶射粘一般采用二次注塑工艺,即将已啤(注塑)好的硬质塑胶件固定在包胶模具上,再在合适的温度下将TPE软胶注塑射粘到硬胶件上,并经冷却得到制品。包胶射粘的注塑温度依据包胶的硬胶材料而不同。因温度要考虑到让硬胶和TPE软胶两种材料都要软化,才能促使两种材料在接触面达到一定的相容。为达到真包胶效果,通常TPE包胶PP料注塑温度在160-190摄氏度左右;包胶ABS料在180-220摄氏度左右;包胶PC料温度在180-220摄氏度左右;包胶PA尼龙料在240-280摄氏度左右。产品量大的建议开双色模具,双色注塑机加工生产率比较快,自动化,降低生产成本。贵华塑胶有限公司专业生产TPE,TPR,TPV,TPU,可为客户提供量身订做,物美价廉的原料,欢迎来电咨询!TPE热塑性弹性体特性:1、材料有半透、高透明、白色、黑色供选择。2、已通过ROHS、PAHs、SGS测试,等级测试。3、材料环保无卤无毒无味,不含塑胶软化剂、磷苯二甲酸盐、重金属等化合物。4、良好的减震性和防滑耐磨。5、良好的抗紫外线及耐化学药品性。6、广阔的硬度范围选择(邵氏0度-95度)。可根据需求任意调整 1.胶料特性——包胶ABS的TPE胶料具有橡胶的回弹性,与ABS粘接性优良,耐磨性耐刮性好,TPE材质触感舒适爽滑,材料流动性佳,易加工成型。包胶ABS用的TPE,**常见的硬度是60度,不同的产品要求,可选择不同的材料硬度,但一般粘接ABS用的TPE胶料硬度范围在ShoreA30~95度。一、什么是TPE包胶?TPE包胶,顾名思义,就是将TPE软胶材料包胶到其他材料上。一般采用的加工方法有双色注塑机一次成型,或者用一般的注塑机,采用包胶模具,分二次注塑成型。二、为什么要用TPE包胶呢?因为有很多硬塑件制品,通过引入热塑性弹性体TPE软性材料后,提升了制品的软触感、握持性、美观度以及其他功能特性。三、TPE包胶塑料有哪些?1.TPE包ABS、PC为弱到中极性塑料,与TPE存在一定的极性差。通过在配方中加入改性剂(TPU),可改善TPE的极性,从而改善TPE与ABS、PC的粘合性。另外二次注塑温度,建议180~230℃。具体可根据实际加工情况来调整。2.TPE包PP是极性很弱的塑料,与SEBS基材之TPE极性非常接近。因此包胶PP,直接采用**常规的TPE配方即可,而无需另外添加极性改性剂。虽然包胶PP之TPE为**通用的一类,但采用的二次注塑温度也很重要,必须要用足够的注塑温度,保证TPE的流动性和**的包覆在PP表面,这个注塑温度应能保证迅速的在PP塑料表面形成一层熔合层,利于TPE与PP的粘合,而又不至于在注塑时让PP塑料件发生热变形。建议二次注塑包胶温度170~220℃。
1.胶料特性——包胶ABS的TPE胶料具有橡胶的回弹性,与ABS粘接性优良,耐磨性耐刮性好,TPE材质触感舒适爽滑,材料流动性佳,易加工成型。包胶ABS用的TPE,**常见的硬度是60度,不同的产品要求,可选择不同的材料硬度,但一般粘接ABS用的TPE胶料硬度范围在ShoreA30~95度。一、什么是TPE包胶?TPE包胶,顾名思义,就是将TPE软胶材料包胶到其他材料上。一般采用的加工方法有双色注塑机一次成型,或者用一般的注塑机,采用包胶模具,分二次注塑成型。二、为什么要用TPE包胶呢?因为有很多硬塑件制品,通过引入热塑性弹性体TPE软性材料后,提升了制品的软触感、握持性、美观度以及其他功能特性。三、TPE包胶塑料有哪些?1.TPE包ABS、PC为弱到中极性塑料,与TPE存在一定的极性差。通过在配方中加入改性剂(TPU),可改善TPE的极性,从而改善TPE与ABS、PC的粘合性。另外二次注塑温度,建议180~230℃。具体可根据实际加工情况来调整。2.TPE包PP是极性很弱的塑料,与SEBS基材之TPE极性非常接近。因此包胶PP,直接采用**常规的TPE配方即可,而无需另外添加极性改性剂。虽然包胶PP之TPE为**通用的一类,但采用的二次注塑温度也很重要,必须要用足够的注塑温度,保证TPE的流动性和**的包覆在PP表面,这个注塑温度应能保证迅速的在PP塑料表面形成一层熔合层,利于TPE与PP的粘合,而又不至于在注塑时让PP塑料件发生热变形。建议二次注塑包胶温度170~220℃。 注:PP包胶,不建议采用SBS作为TPE改性基料。3.包PP的TPE材料一般是以SEBS为基材的,正常来说不能与PS包胶的。包PS的材质要选用SBS为基材的TPE才可以包的住!一般可以包PS的材料是不能包PP的TPE包胶尼龙(主要指PA6,PA66及其加纤改性工程塑料),主要应用于厨具餐具手柄,电动电钻工具手柄,电器产品配件等。TPE软胶可通过配方改性来调整硬度,用于包胶尼龙的TPE软胶,一般硬度范围在ShoreA40~80度,其中以硬度60度左右**为常见。TPE与尼龙PA的复合注塑/包覆成型,一般采用双色注塑机或者普通注塑机(需开两套模具,一套模具注塑尼龙制件,另一套模具用于将TPE软胶包覆成型到PA尼龙表面,先注塑尼龙制件,再将TPE注塑粘射到尼龙件表面)等设备来完成。目前,很多用户在做TPE包胶尼龙的产品时,常遇到TPE与尼龙粘接性不好的问题。目前在国内TPE弹性体改性行业,不同的TPE弹性体厂家的TPE粘接尼龙PA料的技术成熟度不同。从材料的属性分析,TPE与尼龙PA的粘接本身有一定的难度,因为两种材料微观分子极性差距较大,自身相容性比较差,需通过引入接枝性材料可改善TPE与尼龙的接着性,这是指从材料配方角度而言。再就是从材料加工而言,必须使得TPE与尼龙材料具有相接近的加工温度,如PA尼龙的注塑加工温度在250~260度,那么,二次注塑TPE的时候,TPE的成型加工温度就要接近这个温度,要达到240~250度左右,接近但略低于尼龙注塑温度。TPE热塑性弹性体成型缺陷分析序号不良现象可能原因处理方法(上)1成品出模变型1、冷却时间太短,成品未能足够冷却;1、延长冷却时间;2、开模速度过快,强拉变型;2、减缓开模速度;3、成品构造有缺陷;3、修改模具;4、模温过高,成品冷却不到位。4、降低模温。2成品出模易破裂1、料温过低或模温过低;1、提高炮筒温度和模具温度;2、脱模斜度不够或顶出顶出方式不当;2、修改模具;3、浇口太小3、修改模具;4、脱模角不足4、修改模具。3成品出模后有射纹1、射速过快,模腔内空气无法瞬间排出;1、降低射速,使模腔内空气顺利排出;2、原料含有水份;2、烘料;3、成型温度过高,脱粒受高温分解;3、降低成型温度;4、料筒内有空气进入。4、降低料管后段温度,提高压力。4成品出模后有毛边1、压力过大,分模力大于锁模力,迫开工模;1、降低压力,飞一下模,增加锁模力;2、射压及保压过大;2、降低射压及保压;3、射度过快,料温高;3、降低射速及料温;4、模具排气孔堵塞。4、清理模具。贵华塑胶高透明TPE高透明TPE是贵华塑胶主推产品之一,透明度可达到玻璃透,耐拉伸性能优异,抗张强度高可达十几个Mpa,断裂伸长率可达十倍以上;长期耐温可超过60℃,低温环境性能良好,在-60℃温度下仍能保持良好的绕曲性,无毒无味环保特性。TPE软胶环保无味,对人体肌肤没有副作用,符合ROHS,REACH,EN71,FDA食品级的原料。硬度:0-90A比重0.84-0.9g/cm3应用领域:单独注塑成型、浇注成型,适用于名种弹性体鞋垫,成人性用品、玩具公仔、胸衣垫块、粘性玩具等领域,部分产品可代替硅胶。
注:PP包胶,不建议采用SBS作为TPE改性基料。3.包PP的TPE材料一般是以SEBS为基材的,正常来说不能与PS包胶的。包PS的材质要选用SBS为基材的TPE才可以包的住!一般可以包PS的材料是不能包PP的TPE包胶尼龙(主要指PA6,PA66及其加纤改性工程塑料),主要应用于厨具餐具手柄,电动电钻工具手柄,电器产品配件等。TPE软胶可通过配方改性来调整硬度,用于包胶尼龙的TPE软胶,一般硬度范围在ShoreA40~80度,其中以硬度60度左右**为常见。TPE与尼龙PA的复合注塑/包覆成型,一般采用双色注塑机或者普通注塑机(需开两套模具,一套模具注塑尼龙制件,另一套模具用于将TPE软胶包覆成型到PA尼龙表面,先注塑尼龙制件,再将TPE注塑粘射到尼龙件表面)等设备来完成。目前,很多用户在做TPE包胶尼龙的产品时,常遇到TPE与尼龙粘接性不好的问题。目前在国内TPE弹性体改性行业,不同的TPE弹性体厂家的TPE粘接尼龙PA料的技术成熟度不同。从材料的属性分析,TPE与尼龙PA的粘接本身有一定的难度,因为两种材料微观分子极性差距较大,自身相容性比较差,需通过引入接枝性材料可改善TPE与尼龙的接着性,这是指从材料配方角度而言。再就是从材料加工而言,必须使得TPE与尼龙材料具有相接近的加工温度,如PA尼龙的注塑加工温度在250~260度,那么,二次注塑TPE的时候,TPE的成型加工温度就要接近这个温度,要达到240~250度左右,接近但略低于尼龙注塑温度。TPE热塑性弹性体成型缺陷分析序号不良现象可能原因处理方法(上)1成品出模变型1、冷却时间太短,成品未能足够冷却;1、延长冷却时间;2、开模速度过快,强拉变型;2、减缓开模速度;3、成品构造有缺陷;3、修改模具;4、模温过高,成品冷却不到位。4、降低模温。2成品出模易破裂1、料温过低或模温过低;1、提高炮筒温度和模具温度;2、脱模斜度不够或顶出顶出方式不当;2、修改模具;3、浇口太小3、修改模具;4、脱模角不足4、修改模具。3成品出模后有射纹1、射速过快,模腔内空气无法瞬间排出;1、降低射速,使模腔内空气顺利排出;2、原料含有水份;2、烘料;3、成型温度过高,脱粒受高温分解;3、降低成型温度;4、料筒内有空气进入。4、降低料管后段温度,提高压力。4成品出模后有毛边1、压力过大,分模力大于锁模力,迫开工模;1、降低压力,飞一下模,增加锁模力;2、射压及保压过大;2、降低射压及保压;3、射度过快,料温高;3、降低射速及料温;4、模具排气孔堵塞。4、清理模具。贵华塑胶高透明TPE高透明TPE是贵华塑胶主推产品之一,透明度可达到玻璃透,耐拉伸性能优异,抗张强度高可达十几个Mpa,断裂伸长率可达十倍以上;长期耐温可超过60℃,低温环境性能良好,在-60℃温度下仍能保持良好的绕曲性,无毒无味环保特性。TPE软胶环保无味,对人体肌肤没有副作用,符合ROHS,REACH,EN71,FDA食品级的原料。硬度:0-90A比重0.84-0.9g/cm3应用领域:单独注塑成型、浇注成型,适用于名种弹性体鞋垫,成人性用品、玩具公仔、胸衣垫块、粘性玩具等领域,部分产品可代替硅胶。